


洛陽焊工培訓(xùn)中心
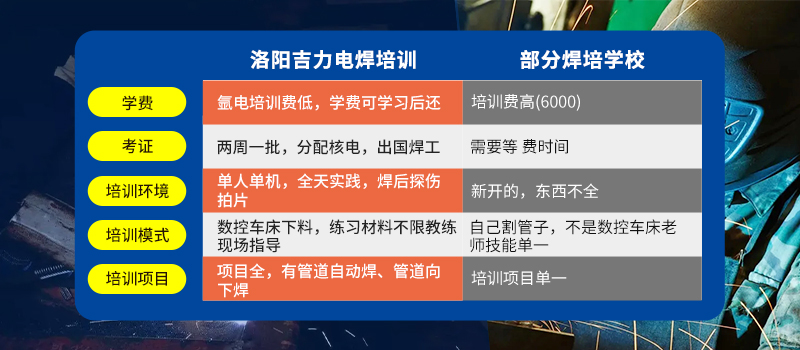
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來河南吉力電焊培訓(xùn)學(xué)校費(fèi)用低:管道氬電聯(lián)學(xué)習(xí)3800元一個月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級管道下向,管道自動焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒見過)沒有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費(fèi))掙錢慢:免費(fèi)國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤!
平焊位的運(yùn)條方法這里指的焊縫平焊位,是處于焊件環(huán)形焊縫中的焊接位置。此段焊接位置存在的焊接特點(diǎn):焊接電弧氣體吹力方向與熔滴過渡方向,隨著焊縫的根部焊接進(jìn)行,會逐漸與焊接熔池產(chǎn)生的重力方向形成的夾角接近于0°,也就是說此段焊縫根部焊接時,焊接電弧氣體吹力方向、熔滴過渡方向、熔池重力方向同處在一個相同方向。因此,此段焊縫根部焊接時,熔滴向焊縫背面過渡的同時,焊接電弧吹力和熔池重力會助長和加速焊接熔池下沉。此段焊縫根部焊接時,焊接熔池的溫度要始終使熔池表面張力能夠克制電弧氣體吹力和熔池重力的影響,防止焊接熔池產(chǎn)生下墜,此段焊縫的根部焊接難度較大。
此段焊接位置的另一個焊接特點(diǎn)是焊接時可以利用焊條在移動運(yùn)條過程中,通過增加焊條的橫向擺動運(yùn)條寬度,增加焊接熔池的成型厚度,迫使焊接熔滴過渡到焊縫背面的形式始終處于滲透熔合與半擊穿熔合狀態(tài)。根據(jù)此段焊縫焊接時存在的特點(diǎn),選用U形運(yùn)條方法進(jìn)行焊接,此段焊縫根部焊接選擇此種運(yùn)條方法的目的:焊接電弧短,采用U形運(yùn)條方法進(jìn)行焊接,可延長焊條在運(yùn)條過程中停留在焊縫根部坡口兩側(cè)鈍邊的時間。
同時可起到分散焊接電弧產(chǎn)生的熱量,從而降低焊接熔池中的溫度,使熔池表面張力能夠在焊接過程中限制溶滴過渡到焊縫背面的下沉速度,防止在焊接過程中,由于焊接熔池溫度高,焊接熔池下沉速度快,造成焊縫背面形成的焊道產(chǎn)生焊瘤或形成的焊道過高,使焊縫背面形成的焊道不能與其他焊接位置形成的焊道保持一致,而影響焊縫的質(zhì)量與焊縫的整體美觀。
此種焊接運(yùn)條方法的優(yōu)點(diǎn):它可利用焊接時增加焊縫寬度與焊接熔池厚度的方法,來擴(kuò)大焊接熔池的受熱面積,降低焊接熔池中的溫度,增加焊接熔池中的表面張力。同時還可以加大和延長焊接熔滴過渡到焊縫背面的距離,使焊接熔滴在過渡途中消耗其部分熱量,保證焊接熔滴過渡到焊縫背面形成的液態(tài)金屬熔池的表面張力大于熔池自身的重力。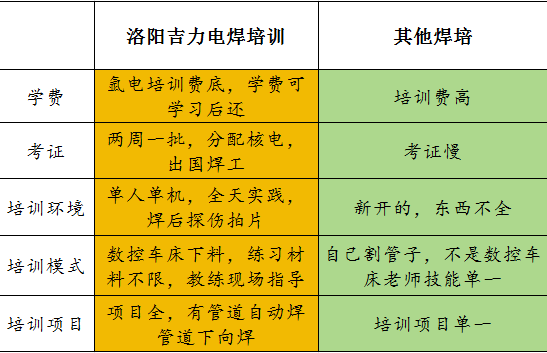

洛陽吉力焊接技術(shù)有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區(qū)南陳村站牌向西200米
版權(quán)所有:洛陽吉力焊接技術(shù)有限公司
技術(shù)支持:恒凱科技
