


氬弧焊培訓內容有哪些
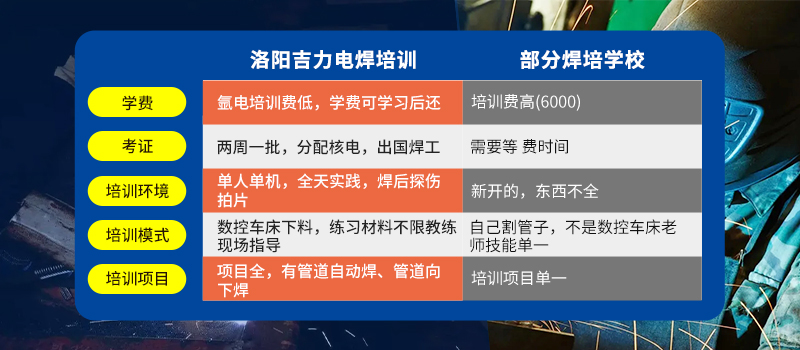
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
二道形成的焊道寬度占填充焊縫寬度的23,熔池形狀始終成圓魚鱗形狀。焊道焊接的成型厚度保持在低于焊件表面母材上坡口棱角線0.5-1.0mm的范圍之內。第二酒滴充圍道形成的焊劇寬二道填充焊道要保持度,占領充焊經寬度的2/3,保接等池形狀或面魚鱗形狀低于焊件母材0.5-1.0根部焊縫第二道填充焊道焊條第二道填充形成的焊道寬度、厚度尺寸要求第二道填充形成的焊道寬度尺寸,第二道填充形成的焊道厚度尺寸焊縫填充焊接時,要求保持一定的焊接速度和熔池形狀,其主要目的是:保持焊條填充的金屬量滿足要求的焊道寬度與厚度。熔池形狀的控制,主要是利用焊接時的焊條做前拉后推、微量擺動擠壓焊接熔池,來分散和集中焊接熔池的溫度,迫使焊接熔池形狀始終處于圓魚鱗形狀。
焊接要求焊接熔池成圓魚鱗形狀,其優點焊道表面成型圓滑、中間不起棱,多道焊時,焊道與焊道之間搭接過度均勻、平整,可避免焊道與焊道之間搭接處產生夾渣和焊縫表面產生凹凸不平等現象。焊縫填充焊接,采用多道焊成型的厚度,要求始終低于焊件表面母材上下坡口兩側棱角線0.5-1.0mm,其目的是避免焊接時焊件表面母材上下坡口兩側的棱角線被破壞。因為上下坡口兩側的棱角線是蓋面焊接時寬度控制的兩條基準線,如果填充焊接時被破壞掉,就會造成蓋面焊接時失去焊接方向,影響焊縫的蓋面焊接質量。
如果需要進行二層填充焊接時,焊縫的第一層第一道填充焊接,焊條要對準根部形成的焊道下端邊緣線采用短弧焊法進行。運條方法要根據填充焊縫的深度和需要形成焊道寬度與厚度進行選擇,采用斜拉小鋸齒形橫向微量擺動運條或橫向一字形往復微量擺動運條。焊接時的焊接速度與焊接熔池的溫度控制,要始終使第一道焊道形成的寬度占第一層填充焊縫寬度的 2/3,熔池形狀要始終保持成圓魚鱗形狀。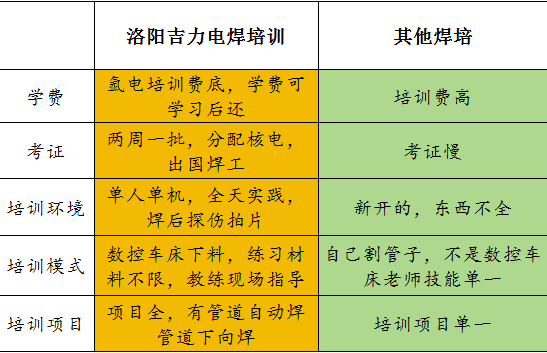

洛陽吉力焊接技術有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區南陳村站牌向西200米
版權所有:洛陽吉力焊接技術有限公司
技術支持:恒凱科技
