


氬弧焊技術(shù)培訓(xùn)班
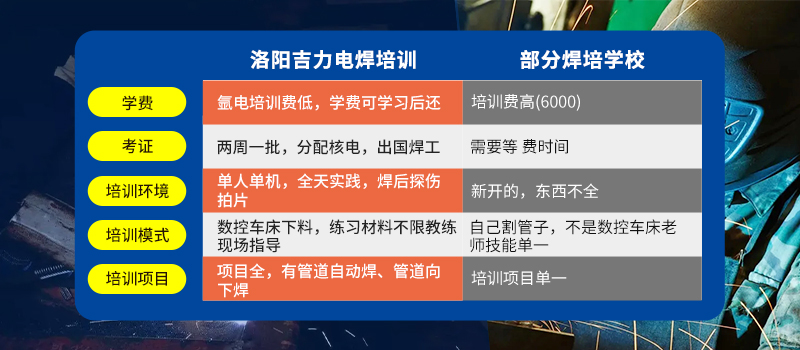
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來(lái)河南吉力電焊培訓(xùn)學(xué)校費(fèi)用低:管道氬電聯(lián)學(xué)習(xí)3800元一個(gè)月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級(jí)管道下向,管道自動(dòng)焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒(méi)見(jiàn)過(guò))沒(méi)有錢(qián):(先學(xué)習(xí)畢業(yè)后交學(xué)費(fèi))掙錢(qián)慢:免費(fèi)國(guó)外安置月薪2萬(wàn)起。考焊工證一周一次,出證快不耽誤事! 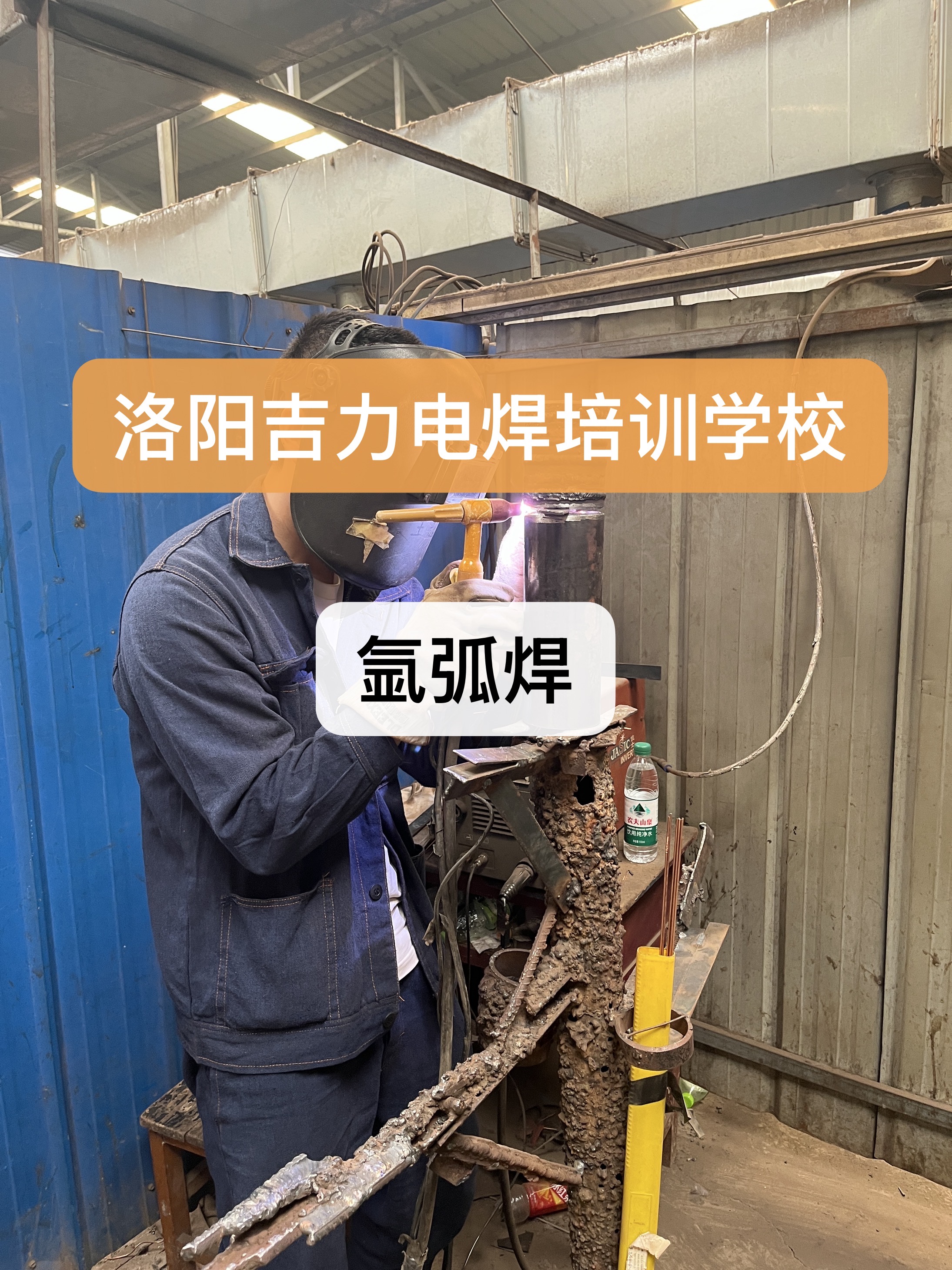
第一層填充焊縫,形魚(yú)精形狀道焊道成型寬度,占填克焊縫深度1/2根部焊縫焊條填充焊縫深度第一層第一道焊道形成的寬度和厚度(a)第一層第一道焊道的寬度,(b)第一層第一道焊道的厚度對(duì)準(zhǔn)填充焊縫第一層第一道填充焊道形成的焊道邊緣線,采用短弧焊法,運(yùn)條方法與第一道填充焊道焊接時(shí)相同。焊道焊接時(shí)的焊接速度和熔池的溫度控制,要始終使第二道焊道形成的焊道寬度占第一層填充焊縫寬度的 2/3,熔池形狀要始終保持成圓魚(yú)鱗形狀。成型厚度占填充焊縫深度的1/2。焊縫的第二層第一道焊道填充焊接,焊條對(duì)準(zhǔn)焊縫的第一層第一道焊道填充焊接形成的焊道下端邊緣線采用短弧焊法,運(yùn)條方法與填充焊接前一層焊道焊接運(yùn)條方法相同。焊道焊接時(shí)的焊接速度與熔池的溫度控制,要始終使第一道焊道形成的焊道寬度占第二層填充焊
第一層填充焊腿,第二道焊道成型寬度,占填充焊縫深度1/2根焊縫焊條 填充焊縫深度第一層第二道焊道形成的寬度和厚度第一層第二道焊道形成的寬度,第一層第二道焊道形成的厚度縫寬度的 2/4,熔池形狀要始終保持成圓魚(yú)鱗形狀成型厚度要始終保持控制在低于焊件表面母材下坡口棱角線0.5~1.0mm的范圍之內(nèi)得編第二層,第一道焊道填充,焊造成型寬度,占第二填寬焊銷(xiāo)寬度的2/4.焊道熔池形狀皮固魚(yú)鱗形狀部焊縫焊健第二層.
第一道焊道填充焊模,焊運(yùn)底型厚度,要嬌終保持低于焊件表面母材0.5-1.0mm第二層第一道焊道寬度及厚度第二層第一道焊道寬度,第二層第一道焊道厚度焊縫的第二層第二道焊道填充焊接,焊條對(duì)準(zhǔn)第二層第一道填充焊道形成的焊道寬度上端邊緣線,采用短弧焊法,焊條運(yùn)條方法與前一道焊道焊接相同。焊道焊接時(shí)的速度與熔池溫度控制,要始終使第二道焊道形成的寬度占第二層填充焊縫寬度的2/4,熔池形狀始終保持成圓魚(yú)鱗形狀焊接的成型厚度與第二層第一道填充焊道相同。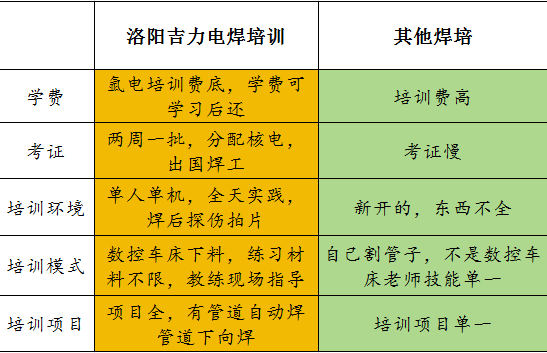

洛陽(yáng)吉力焊接技術(shù)有限公司
報(bào)名電話:15538876654鄭老師
地址:河南省洛陽(yáng)市吉利區(qū)南陳村站牌向西200米
版權(quán)所有:洛陽(yáng)吉力焊接技術(shù)有限公司
技術(shù)支持:恒凱科技
