


氬弧焊培訓教程
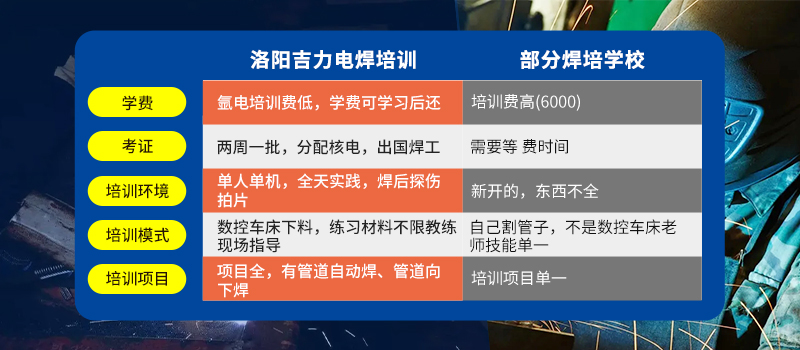
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
操作運條和控制焊縫的表面達到平整,防止焊縫表面產生夾角。同時,還可避免焊工填充焊接時,由于坡口的填充空間小、填充量少、填充焊縫成型薄、焊接速度快,造成焊工焊接時出現手忙腳亂的現象,影響填充焊縫的焊接質量,或者由于焊接操作不當,使填充焊接表面超高,而影響到焊縫的蓋面焊接質量。根部焊接方法、運條方法和焊條再次接弧時的接弧點位置斜45°小管焊件,壁厚δ=3.5~5.0mm、φ51mm~中159mm 的焊件根部焊接,由于焊件不能進行填充焊接,因此焊縫根部焊接時,為了達到蓋面焊接時的條件,采用兩點焊接成型法進行焊接。
焊條的第一點焊接時,焊條對準根部焊縫前端形成的熔孔后部邊緣中間低電弧,同時焊條不做運條動作而是保持不動,待焊條擊穿焊縫根部形成新的熔孔與熔池達到要求直徑和熔池形狀時,焊條向焊接方向后熄弧。焊條第二點焊接時,焊條對準根部焊縫形成的熔池中后部壓低電弧,隨后焊條沿焊縫的傾斜角度運條,在焊縫的水平方向做微量橫向左右擺動運條一個往返,使焊縫厚度始終低于焊件表面母材高度0.5~1.0mm的范圍之內,然后焊條向焊接方向后側熄弧。兩點@接順序要交替進行,直到焊縫的根部焊接完成為止。
焊健根部焊接方法、運條方法焊縫高度低于焊件母材高度0.5-1.0理系接氫點位置圖中的序號是第二點焊第一點焊焊條像孤點位置四攜條第一點焊接焊接時的運條方法焊縫根部焊接方法、運條方法(a)第一點焊接:(b)第二點焊接:(c)根部焊縫成型高度(2)斜45°小管焊件,壁厚8=6.0~10mm、中51mm-中159mm 的焊件根部焊接,由于焊件的管壁厚度大,隨之焊縫的坡口深度和焊縫成型的寬度也在增加,而焊縫需要進行填充的金屬量也在加大。因此,焊縫需要進行填充焊接才能夠達到焊縫蓋面焊接的條件。
根部焊接時,焊縫采用一點焊接成型法進行焊接比較合適。當焊縫起頭焊接完成后,焊條向焊接方向后側熄弧,焊條的再次接弧點位置在根部焊接形成的熔孔后部邊緣。在形成的熔池中部前端邊緣位置壓低電弧,同時焊條以極短的電弧長度擊穿焊縫根部,焊條接弧后沿.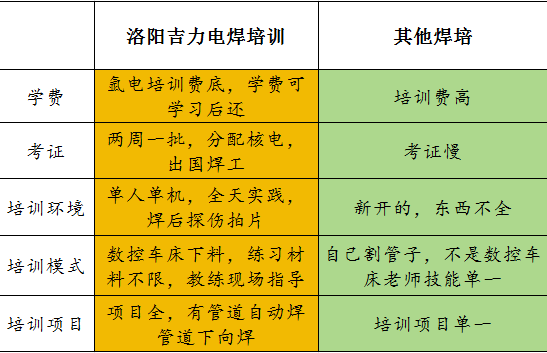

洛陽吉力焊接技術有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區南陳村站牌向西200米
版權所有:洛陽吉力焊接技術有限公司
技術支持:恒凱科技
