


氬電聯(lián)焊教學(xué)
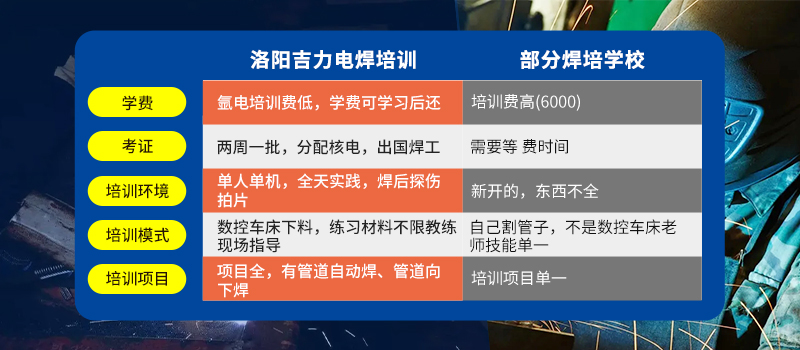
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來河南吉力電焊培訓(xùn)學(xué)校費(fèi)用低:管道氬電聯(lián)學(xué)習(xí)3800元一個月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級管道下向,管道自動焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒見過)沒有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費(fèi))掙錢慢:免費(fèi)國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
焊縫填充焊接,焊工首先要確定填充焊接焊縫寬度、厚度和焊縫要求達(dá)到的焊腳高度、寬度兩側(cè)的基準(zhǔn)線位置,然后,焊條根據(jù)確定出的焊縫兩側(cè)焊接基準(zhǔn)線,在單位時間內(nèi)保證填充焊縫寬度、厚度前提下完成焊縫長度。這就是填充焊接速度的正確控制方法。焊縫填充焊接,如果不能焊縫寬3牌腳高度和焊麥的兩條基準(zhǔn)線焊健根部焊縫(a)焊縫填充焊接成型:(b)填充焊縫厚度及焊縫成型基準(zhǔn)線夠準(zhǔn)確地控制焊接速度,那么將會導(dǎo)致填充焊縫較厚或較薄,形成的焊縫焊腳高度、寬度過大或過小,影響焊縫的蓋面焊接質(zhì)量。
焊接熔池溫度的控制焊接熔池的溫度控制,是與焊縫焊接時保持的焊接速度同時進(jìn)行的。也就是說,填充焊接保持的速度,要保證填充金屬量先滿足焊縫成型寬度、厚度和焊縫的焊腳高度、寬度,然后利用板件和管件的不同壁厚所能夠承受焊接時產(chǎn)生的熱量能力,改變運(yùn)條時焊條中心所指的方向,調(diào)整焊接電弧產(chǎn)生的熱量對焊接熔池成的的輸入,從而起到提高或降低焊接熔池溫度的目的,達(dá)到所要求形成的焊接熔池溫度。
同時,與焊接速度相匹配,完成焊縫的填充焊接。填充焊接時,焊接熔池形狀為橫向圓魚鱗形狀。焊接熔池形狀為橫向圓魚鱗形狀焊接熔池形狀為橫向圓魚鱗形狀填充焊接時,當(dāng)發(fā)現(xiàn)焊接熔池的表面張力在逐漸減小,管件一側(cè)的熔池邊緣出現(xiàn)咬邊和產(chǎn)生下墜現(xiàn)象和焊接熔池形狀有逐漸變長的趨勢時,說明焊接熔池的溫度偏高。這時可立刻改變焊條的焊接角度,使焊條焊接電弧產(chǎn)生的熱量輸入中心偏向吸收焊接熱量能力大的板件一側(cè)焊縫,消耗焊接電弧產(chǎn)生的熱量對焊接熔池的輸入,降低焊接熔池的溫度,使焊接熔池的溫度逐漸恢復(fù)到熔池形狀能夠始終呈圓魚鱗形狀。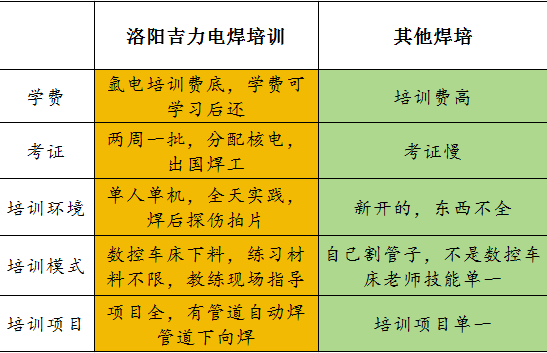

洛陽吉力焊接技術(shù)有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區(qū)南陳村站牌向西200米
版權(quán)所有:洛陽吉力焊接技術(shù)有限公司
技術(shù)支持:恒凱科技
