


到處都在缺電焊工
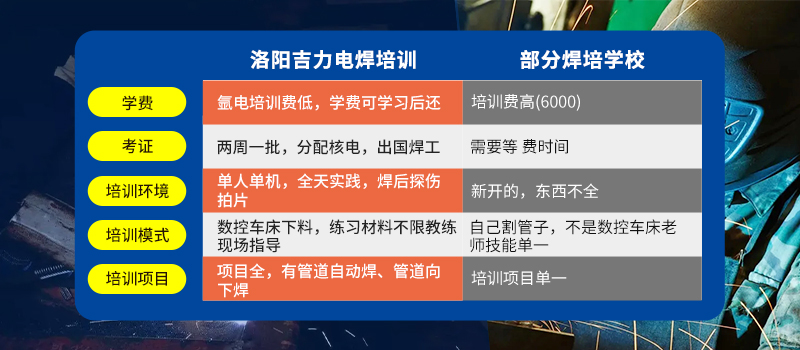
電焊,高等焊工進修,來洛陽吉力焊培,費用低:管道氬電聯(lián)學習3.8K一月,技術高:學好畢業(yè)分配做焊培老師,沒有錢:(先學習畢業(yè)后交費),掙錢學慢:免費安置月薪九千起,出國2W起。
氣焊時的焊接方向有左向焊和右向焊兩種。氣焊時焊炬和焊絲的運走方向可以同時都從左到右,或者同時都從右到左。前者稱為右向焊,而后者稱為左向焊。左向焊時,焊炬火焰背著焊縫而指向焊件未焊部分,焊接過程由右向左,并且焊煙跟著焊絲后面運走。右向焊時,焊炬火焰指向焊縫,焊接過程由左向右,并且焊矩是在焊絲前面移動的。
焊炬和焊絲的擺動在焊接過程中,焊炬有三種運動,一是沿著焊接方向的移動;二是沿焊縫作橫向擺動;三是打圓圈擺動。焊絲除與焊炬同時沿焊接方向移動和沿焊縫作橫向擺動外,還有上下跳動。為了獲得優(yōu)良美觀的焊縫,焊炬和焊絲應相互配合,協(xié)調(diào)的擺動。起焊的注意事項如下:剛開始加熱焊件時,為提高加熱速度,焊嘴與工件之間應采用較大的傾角。在加熱焊件的同時,將焊絲末端伸進外焰進行預熱。待焊件加熱至熔化狀態(tài)(形成熔池)后,應立即加進焊絲。當焊絲熔滴加人熔池后,再微微向前移動焊炬,形成新的熔池。收尾收尾時,由于焊縫溫度較高,為防止熔池擴大,避免燒穿,應減小焊嘴與工件之間繼續(xù)向熔池送人焊絲熔滴,火焰要上下起落幾次,既可避免燒穿,又可使氣泡逸出,防止氣孔,并填滿焊坑。將焊縫末尾的熔池填滿后,火焰才能移開。
綜上所述,收尾的要領是:傾角小,焊速快、加絲快、慢離開。火焰調(diào)節(jié)除了焊黃銅等可調(diào)為氧化焰,焊鑄鐵等調(diào)為碳化焰外,氣焊一般都可用中性焰,在氣焊過程中應保持火焰性質的穩(wěn)定。氣割鋼材時亦應采用中性焰。火焰高度焊接過程中應當用內(nèi)焰加熱焊件和焊絲,一般保持焰芯尖端離焊件熔池表面2~4 mm。此時焊件熔池表面處于火焰內(nèi)焰溫度最高的部位,加熱速度快、效率高,焊接效果好,也不容易發(fā)生回火現(xiàn)象。焊縫接頭施焊中途停頓后,要在焊縫中斷處接焊時,應用火焰將原焊縫端頭處周圍充分加熱,待形成熔池后方可熔入焊絲,并注意焊絲熔滴與已熔化的原焊縫金屬充分熔合。焊接重要焊件時,需適當增高與原焊縫的重疊厚度。鋼板厚度不同時的火焰偏向當兩塊鋼板厚度不相同時,火焰的主要熱量應偏向厚板方向。焊接間隙較大的焊件和薄焊件時,為防止工件燒穿,可用焊絲擋住焰心,使火焰的高溫部位不直接作用在焊件上。

洛陽吉力焊接技術有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區(qū)南陳村站牌向西200米
版權所有:洛陽吉力焊接技術有限公司
技術支持:恒凱科技
