


洛陽短期氬電聯(lián)培訓(xùn)費(fèi)用多少?
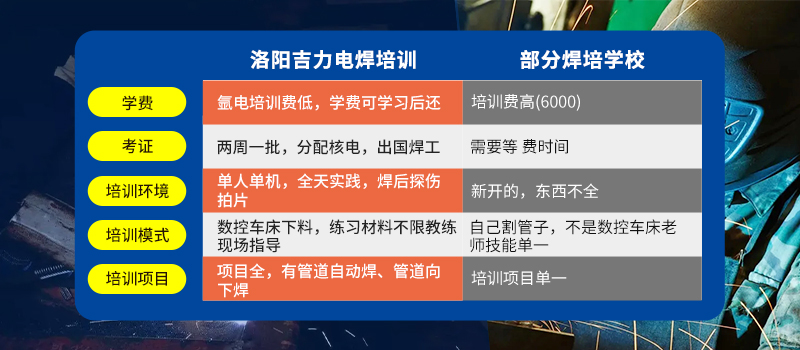
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來河南吉力電焊培訓(xùn)學(xué)校費(fèi)用低:管道氬電聯(lián)學(xué)習(xí)3800元一個(gè)月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級(jí)管道下向,管道自動(dòng)焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒見過)沒有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費(fèi))掙錢慢:免費(fèi)國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
氬電拍片焊接注意事項(xiàng)
氬電拍片焊接是一種高精度焊接方法,適用于焊接薄板薄壁件以及對(duì)焊接痕跡有要求的工件。下面是一些氬電拍片焊接的注意事項(xiàng):
1.氣保護(hù):氬電拍片焊接使用氬氣作為保護(hù)氣體,保護(hù)焊縫形成氣氛。保護(hù)氣體應(yīng)保持純凈,避免有雜質(zhì)進(jìn)入焊接區(qū)域。焊接過程中要注意氫氣流量和氣氛質(zhì)量,保持盒氣覆蓋整個(gè)焊接區(qū)域,并保持一定的氣氛壓力。
2.電極選擇:氬電拍片焊接中使用的電極一般是鎢極。鎢極具有高熔點(diǎn)和良好的電導(dǎo)性能,能夠在高溫下保持穩(wěn)定的電弧形態(tài)。電極端面應(yīng)保持平整,避免出現(xiàn)銳邊,以防止產(chǎn)生火花或嵌入焊縫。
3.電弧調(diào)節(jié):在氬電拍片焊接中,電弧的調(diào)節(jié)尤為重要。電弧的穩(wěn)定性直接影響到焊接質(zhì)量。電弧的穩(wěn)定性可以通過控制焊接電流、焊接電壓和焊接速度來實(shí)現(xiàn)。焊接電流和電壓應(yīng)根據(jù)材料性質(zhì)和焊縫要求進(jìn)行選擇,并保持在合適的范圍內(nèi)。
4.焊縫準(zhǔn)備:在進(jìn)行氬電拍片焊接前,需要對(duì)焊接區(qū)域進(jìn)行充分的準(zhǔn)備工作。首先要清潔焊接區(qū)域,將表面的油污,氧化物和其他雜質(zhì)清除干凈。然后進(jìn)行合適的切割,將焊縫輪廓剖切出來。焊縫的準(zhǔn)備應(yīng)根據(jù)焊接的具體要求進(jìn)行,例如V型、X型等不同形式的焊縫。
5.焊接工藝選擇:氬電拍片焊接有多種工藝可選,例如直焊、橫焊、螺旋焊等。選擇合適的焊接工藝需要考慮到焊接材料的性質(zhì)、焊接位置、焊接角度等因素。不同的工藝對(duì)焊接質(zhì)量和效率都有一定影響,需要根據(jù)具體情況進(jìn)行選擇。
6.控制焊接速度:焊接速度對(duì)于氫電拍片焊接的質(zhì)量有很大影響。焊接速度過快或過慢都會(huì)對(duì)焊縫質(zhì)量產(chǎn)生不良影響。過快的速度會(huì)導(dǎo)致焊縫不充分熔化,焊縫強(qiáng)度不夠;過慢的速度則容易造成過熱區(qū)域和燒穿。因此,在進(jìn)行盒電拍片焊接時(shí),要根據(jù)焊接材料的性質(zhì)和焊縫要求,選擇合適的焊接速度。
7.控制焊接溫度:氬電拍片焊接的焊接溫度對(duì)焊縫的形成和質(zhì)量有直接影響。焊接溫度過高會(huì)導(dǎo)致焊縫過熱、變形和氣孔等缺陷;焊接溫度過低則會(huì)造成焊接不充分。因此,要根據(jù)焊接材料的熔點(diǎn)范圍和焊縫要求,控制好焊接溫度。
總之,氬電拍片焊接是一種高精度焊接方法,需要在焊接過程中注意盒氣保護(hù)、電極選擇、電弧調(diào)節(jié)、焊縫準(zhǔn)備、焊接工藝選擇、焊接速度和焊接溫度的控制。通過合理的操作和控制,可以保證氬電拍片焊接的質(zhì)量和效率。
管道氬弧焊橫焊拍片焊法:
1.焊接坡口要打磨干凈,不得有水、油污、氧化皮。
2.對(duì)接間隙不得超過標(biāo)準(zhǔn)1-3MM。
3.焊接速度要快,不得過燒,防止合金元素蒸發(fā),形成缺陷。
4.焊機(jī)電流,氫氣流量要控制好(50~40乘以焊絲直徑=焊接電流)。
如果手工氬弧焊焊縫的美觀首先與盒弧焊的工藝參數(shù)相關(guān),主要有焊接電流、電弧電壓(弧長)、焊接速度、鶴極直徑、噴嘴大小和保護(hù)氣體流量以及鎢極伸出長度、噴嘴與工件之間相對(duì)位置都有關(guān)焊前檢查水、氣、電路是否正常,焊件裝配質(zhì)量及焊前清理是否達(dá)到要求,鎢極是否修理,焊接工藝參數(shù)是否調(diào)試好。
橫焊需采用細(xì)焊絲,如果采用粗焊絲,會(huì)增加熔化金屬量,造成熔池中鐵液滿溢,而鐵液在重力作用下極易下淌,使焊縫難以形成,故不宜采用粗焊絲。通常采用較細(xì)的焊絲,控制好焊槍與焊絲水平方向和垂直方向的角度,調(diào)整好二者間的相對(duì)位置。橫焊時(shí)焊槍與工件夾角為70度~80度,焊絲與工件夾角為10度~20度。

洛陽吉力焊接技術(shù)有限公司
報(bào)名電話:15538876654鄭老師
地址:河南省洛陽市吉利區(qū)南陳村站牌向西200米
版權(quán)所有:洛陽吉力焊接技術(shù)有限公司
技術(shù)支持:恒凱科技
