


安陽氬電聯有基礎學習多長時間?
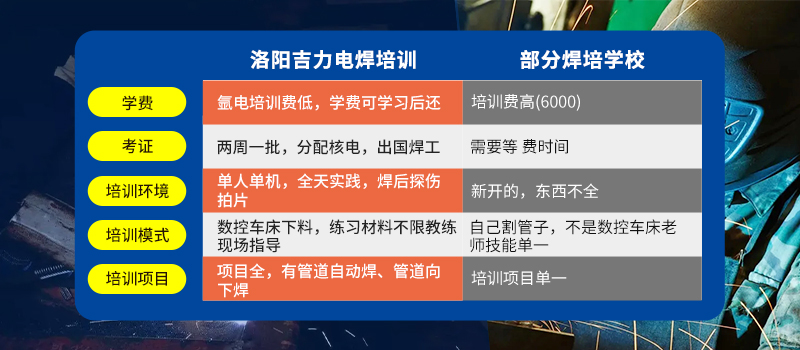
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
電弧焊的分類及優點
利用電弧作為熱源的熔焊方法,稱為電弧焊。可分為手工電弧焊、埋弧焊和氣體保護焊等三種。手工自動焊的最大優點是設備簡單,應用靈活、方便,適用面廣,可焊接各種焊接位置和直縫、環縫及各種曲線焊縫。尤其適用于操作
焊條電弧焊時,低碳鋼焊接接頭的組成、各區域金屬的組織與性能的特點
(1)焊接接頭由焊縫金屬和熱影響區組成。
1)焊縫金屬:焊接加熱時,焊縫處的溫度在液相線以上,母材與填充金屬形成共同熔池,冷凝后成為鑄態組織。在冷卻過程中,液態金屬自熔合區向焊縫的中心方向結晶,形成柱狀晶組織。
由于焊條芯及藥皮在焊接過程中具有合金化作用,焊縫金屬的化學成分往往優于母材,只要焊條和焊接工藝參數選擇合理,焊縫金屬的強度一般不低于母材強度。
2)熱影響區:在焊接過程中,焊縫兩側金屬因焊接熱作用而產生組織和性能變化的區域。
(2)低碳鋼的熱影響區分為熔合區、過熱區、正火區和部分相變區。
熔合區 位于焊縫與基本金屬之間,部分金屬焙化部分未熔,也稱半熔化區。加熱溫度約為1 490~1 530°C,此區成分及組織極不均勻,強度下降,塑性很差,是產生裂紋及局部脆性破壞的發源地。
過熱區 緊靠著熔合區,加熱溫度約為1 100~1 490°C。由于溫度大大超過Ac3,奧氏體晶粒急劇長大,形成過熱組織,使塑性大大降低,沖擊韌性值下降25%~75%左右。
正火區 加熱溫度約為850~1 100°C,屬于正常的正火加熱溫度范圍。冷卻后得到均勻細小的鐵素體和珠光體組織,其力學性能優于母材。
部分相變區 加熱溫度約為727~850°C。只有部分組織發生轉變,冷卻后組織不均勻,力學性能較差。
電阻焊是利用電流通過工件及焊接接觸面間所產生的電阻熱,將焊件加熱至塑性或局部熔化狀態,再施加壓力形成焊接接頭的焊接方法。
電阻焊分為點焊、縫焊和對焊3種形式。
(1)點焊:將焊件壓緊在兩個柱狀電極之間,通電加熱,使焊件在接觸處熔化形成熔核,然后斷電,并在壓力下凝固結晶,形成組織致密的焊點。
點焊適用于焊接4 mm以下的薄板(搭接)和鋼筋,廣泛用于汽車、飛機、電子、
儀表和日常生活用品的生產。
(2)縫焊:縫焊與點焊相似,所不同的是用旋轉的盤狀電極代替柱狀電極。疊合的工件在圓盤間受壓通電,并隨圓盤的轉動而送進,形成連續焊縫。
縫焊適宜于焊接厚度在3 mm以下的薄板搭接,主要應用于生產密封性容器和管道等。
(3)對焊:根據焊接工藝過程不同,對焊可分為電阻對焊和閃光對焊。

洛陽吉力焊接技術有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區南陳村站牌向西200米
版權所有:洛陽吉力焊接技術有限公司
技術支持:恒凱科技
