


焦作氬電聯培訓零基礎學習多長時間?
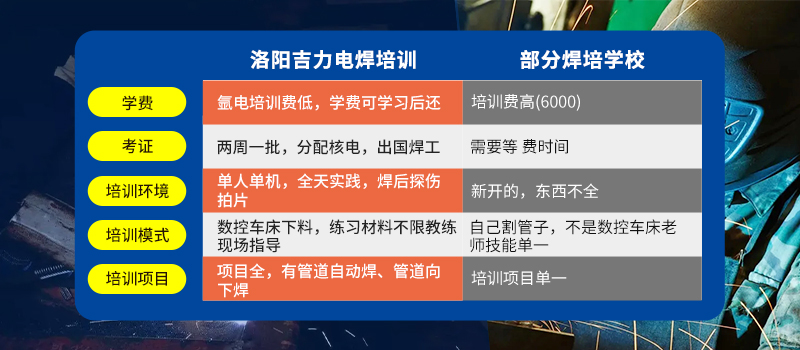
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
根據管道材料壁厚,開合適的
1、管道采用轉動焊接,相當于平焊的情況,操作簡便,易保證質量,生產效率高。除此以外,還可以采用滾動支撐架和轉胎來轉動管子,以便焊接。各類裝置及設備上的連接管道或工藝管道干線,在管子預制時應大量采用,以提高預制裝配程度,減少固定焊口。
2、裝配時要求坡口端面的平面度小于0.5mm焊口拼裝錯口不得大于1mm,對口處的彎曲度不得大于1/400。定位焊時,一般以管徑大小確定定位焊數量。管徑≤Φ51mm的小管,定位焊一處即可,定位焊縫在斜平位置上;管徑在Φ51~Φ133mm的中管,定位焊兩處為宜,定位焊縫在水平或斜平位置上;管徑>Φ133mn的大管,定位焊在3~4處為宜,常見的為三處。
3、定位焊的大小應適宜,通常當管壁厚度大于5mm時,定位焊焊肉厚度為5mm,長度一般為10~20mm。定位焊焊肉的兩端必須修成緩坡形。
4、打底層焊接時,為了使根部易熔透,運條范圍選擇在立焊部位,可保證根部很好強熔合與焊透,鐵水與熔渣很好分離,尤其在對口間隙較小時應采用此法。操作手法采用直線形或稍加擺動的小月牙形。如果對口間隙較大時,可采用滅弧方法焊接。
5、對于厚壁管子,為防止因轉動時的振動而使焊口根部出現裂紋且便于操作,在對口前應將管子放在平整的轉動臺或滾杠上,焊接時,每一焊段焊兩層后方可轉動一次,同時,點固焊縫必須有足夠的強度,靠近焊口的兩個支點間距最好不大于管徑的1.5~2倍。
手把焊焊管道點焊的方法可以概括為以下幾點:
焊接前的準備:在開始焊接前,應先將焊接的兩段管道表面打磨平整,并確定好兩端的對接方式。還需要進行預熱處理,以提高焊接區域的溫度,便于熔化鋼材并實現焊接。
焊接姿勢:焊接時應采用正確的姿勢,保持電焊手柄與管道垂直,以保證焊接位置的準確性。同時,焊接時需要保持手的穩定,調整焊接速度和角度,使得焊接出的焊縫平直且均勻。
焊接步驟:焊接過程包括四個主要步驟:起弧、焊接、補弧和收弧。具體操作如下:
起弧:將電極緊貼焊接點,準備起弧,確保電極表面與工件形成電弧,并注意電弧的穩定性。
焊接:在起弧后,將焊接點均勻加熱至焊接溫度,然后從一端開始緩慢移動,使焊縫連續均勻。
補弧:當焊接縫連成一條直線后,進行補弧,以增加焊縫的連續性和美觀性。
收弧:焊接完成后,將電極從焊點上方推離,關閉電源,并妥善處理焊渣和雜質的清理。
注意事項:在焊接過程中,應注意保護眼睛,避免焊接光線的刺激;保持工件溫度穩定,必要時可以使用焊接毛巾或水進行冷卻;控制電極與工件之間的適當距離;以及焊接后的清理工作,確保焊接縫的質量。

洛陽吉力焊接技術有限公司
報名電話:15538876654鄭老師
地址:河南省洛陽市吉利區南陳村站牌向西200米
版權所有:洛陽吉力焊接技術有限公司
技術支持:恒凱科技
