學電焊多少錢?
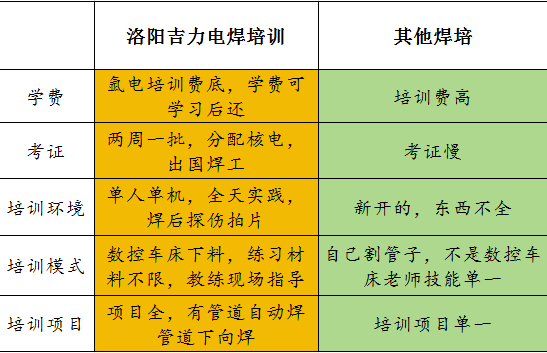
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
由于焊縫的仰焊部位下向焊的焊接方向是向前進行,所以焊接時焊條是隨著焊縫的成型不斷地向前進行焊接,這就使得焊接時的焊條距離焊工的視線越來越遠。另外,由于焊件距離地面的高度較低,焊工在焊接時身體所處位置受到了一定的限制。因此,它會給焊工焊接時觀察焊接熔池的形狀造成視線不清楚的影響。焊接時主要易出現的問題表現在焊接時焊接方向把握不準,易造成焊縫出現焊偏的現象而直接影響焊縫的表面質量。
由于焊縫的仰焊部位下向焊的焊接方向是向前進行,所以焊條在焊接時所處位置是在焊接熔池的中部,而焊接形成的焊縫卻處在焊條與焊工視線的中間,這就造成了焊接時焊縫形成的表面高度,不時地擋住和影響著焊工在焊接時的視線,不利于焊工在焊接時觀察焊接熔池的形狀和控制焊縫的表面成型。因此,給焊接帶來了一定的難度。如果在焊接時因焊接操作不當,就會因焊縫的仰焊部位焊接時存在的特點,而使焊接熔池在自身重力方向的影響下,使焊接形成的焊縫中間鼓起,而焊縫的兩側產生夾角或出現咬邊現象。
焊縫的仰焊部位焊接時,首先要根據焊縫的焊是由下向焊的焊接工藝所決定的。因此在進行焊縫的仰焊部位焊接時存在的焊接特點,而形成焊接接位置存在的焊接特點,確定好焊接時焊工身體處在的位置,盡量使焊接時觀察焊接熔池的形狀和控制焊縫成型的視線清楚,才能夠克服焊接上存在的困難。由于下向焊的特點是焊層薄,焊接運條度快,而且焊縫的焊接層數多,所以焊接時定要根據焊件的厚度按照焊接工藝要求所規范的焊接層數進行焊接。焊接時不要隨意減少焊接層數而增加焊縫厚度,因為下向焊的焊接工藝不適合于較厚的焊層進行焊接,其原因有以下兩點。