學電焊多少錢?
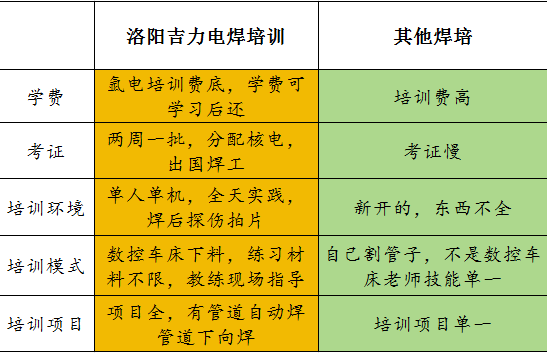
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
焊接時,熔池中的溫度高低與焊接電流和運條速度快慢以及采用的運條方法有關。如果焊接時選擇的焊接電流偏大或偏小,會造成焊接接時形成的焊接熔池溫度過高或過低,給焊縫的根部焊接成型質量造成一定的影響,可能使焊縫的根部產生缺陷。因此,根部焊接一定要根據所需要的電流進行焊接,才能夠避免焊接熔池溫度出現偏高或偏低的現象。
其實焊縫根部焊接控制焊接熔池的溫度方法,主要是依靠運條速度的控制和焊接熔池的焊接方向溫度變化,由采取的不同焊接運條方法來控制焊接熔池的溫度。焊接時如何利用這兩種焊接方法來控制焊接時的熔池溫度變化,這就要求焊工在焊接過程中,密切注視焊接熔池前面形成的熔孔大小形狀發生的變化,來判斷焊接熔池的溫度高低。如果熔孔有逐漸增大的趨勢,說明此時的焊接熔池溫度開始逐漸升高,此時可略加快些焊接運條速度或根據焊縫所在的焊接位置,采用人字形運條方法和焊條做上下往復微量動作一字形運條方法,來擴大焊接熔池的受熱面積和分散焊接熔池中的溫度,從而達到降低焊接熔池中的溫度目的,并增加焊接熔池的表面張力,使焊接熔池前面形成的熔孔逐漸縮小而恢復到正常焊接時的形狀。如果焊接熔孔有逐漸縮小的趨勢,說明此時的焊接熔池溫度開始逐漸降低,此時可略減慢些焊接運條速度,與此同時焊條的運條方法,必須采用向下不加橫向擺動一字形運條進行焊接,其目的是增加焊接熔池的熱輸入量,促使焊接熔孔逐漸的增大而達到正常焊接時的形狀。