學(xué)電焊多少錢?
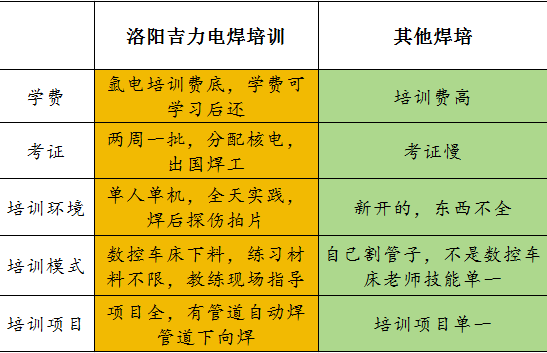
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來河南吉力電焊培訓(xùn)學(xué)校費用低:管道氬電聯(lián)學(xué)習(xí)3800元一個月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級管道下向,管道自動焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒見過)沒有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
(一) 氬弧焊的根部焊接特點
由于焊件處于水平位置,屬于全位置焊,015 焊接位置變化多,而且每個焊接位置都有它的不同焊接特點。焊件的水平固定根部焊接位置主要包括仰焊、立焊和平焊。它們的焊接特點如下。
(1)仰焊位的根部焊接。如果焊接時形成的熔池溫度偏高,其表面張力小,熔池受自身重力影響而產(chǎn)生下沉。焊縫的背面易出現(xiàn)不同程度的內(nèi)凹,使背面焊縫凸不起來;如果焊接時熔池的溫度偏低,其表面張力大,熔池中的液態(tài)金屬受表面張力大的影響,過渡到焊縫背面較為困難,焊接電弧同時熔化根部兩側(cè)鈍邊和填充焊絲速度較慢,易造成焊縫的填充量堿焊縫根部焊不透和熔合不良等缺陷。
(2)立焊位的根部焊接。焊接時形成的熔池重力向下與焊接方向垂直成一條直線。當(dāng)焊接熔池溫度偏高時,形成的熔孔大,使焊接無進度,被填充的金屬由于熔池的表面張力小,液態(tài)金屬很容易流到焊縫的背面,使形成的焊縫表面局部超高或產(chǎn)生焊瘤,造成焊縫的表面紋理不均,給人的感覺像是堆起來的焊縫而影響了整體焊縫的美觀;當(dāng)焊接熔池溫度偏低時,焊接電弧熔化填充焊絲速度較慢,焊接熔池溫度低,焊縫背面成型較窄,與整體焊縫的寬度差加大,造成整體焊縫表面寬度不均勻等現(xiàn)象。
(3)平焊位的根部焊接。焊接時形成的熔池重力向下與焊接方向垂直成90°,焊接時的熔池溫度不太好掌握。主要易出現(xiàn)的問題是焊接形成的熔池溫度偏高時,熔池受自身重力影響,下沉速度比其他焊接位置速度快,容易產(chǎn)生瞬間過瘤和焊縫背面成型過高。焊接形成的熔池溫度偏低時,同樣存在著背面焊縫成型窄,焊縫表面成型低和根部焊不透、熔合不良等問題。