





氬電聯(lián)焊培訓哪家強
更新時間:2025-07-16 09:16:53
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯(lián)學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業(yè)分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業(yè)后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
焊縫根部焊接,焊條采用斷弧焊法進行焊接,焊條的燃弧時間與熄弧時間和焊接熔池的溫度控制,是確保焊縫的根部焊接成型好壞和焊縫焊接質量高低的關鍵。因此,焊縫焊接時,焊條的燃弧時間與熄弧時間和焊接熔池的溫度控制,應掌握幾個基本原則。
焊條的燃弧時間控制根據(jù)焊件焊縫的間隙大小和焊件的壁厚與坡口鈍邊厚度,焊條在單位時間內填充的金屬量,必須使根部焊縫厚度達到要求,焊條對焊縫所輸人的熱量能夠使熔孔直徑達到大于間隙1.5-2.0mm,然后焊條熄弧。這就是焊工焊接時,掌握焊條燃弧的準確時間。
焊條的熄弧時間控制根據(jù)焊條燃弧、熄弧后,焊縫形成的焊接熔池溫度高低和焊接熔池降溫時所需要的時間,決定焊條間斷焊接的熄弧時間。如果焊條燃弧、熄弧后焊接熔池的溫度偏高,焊接熔池的降溫速度就較慢,而且降溫需要的時間也較長,那么,焊條間斷焊接的熄弧時間也隨之延長。如果焊條燃弧、熄弧后焊接熔池的溫度偏低,焊接熔池的降溫速度就較快,而且降溫需要的時間也較短,那么,焊條間斷焊接的熄弧時間也隨之縮短。
控制焊條間斷焊接的最佳熄弧時間,是在焊條每次燃弧、熄弧后,焊接熔池由液態(tài)金屬向固態(tài)金屬轉變時,焊條再次接弧進行焊接。這其中焊條間斷焊接的時間就是焊條熄弧間斷焊接的準確時間。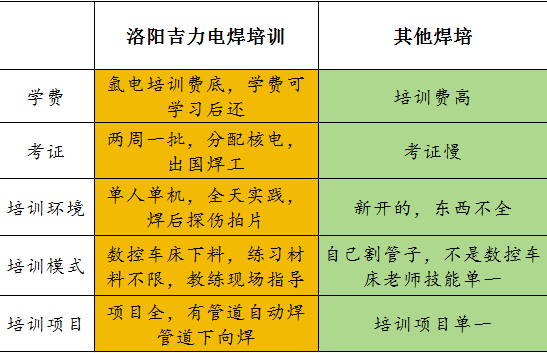
新聞動態(tài)




地址:河南省洛陽市吉利區(qū)南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技