





二保焊工資高
更新時間:2025-08-04 09:21:29
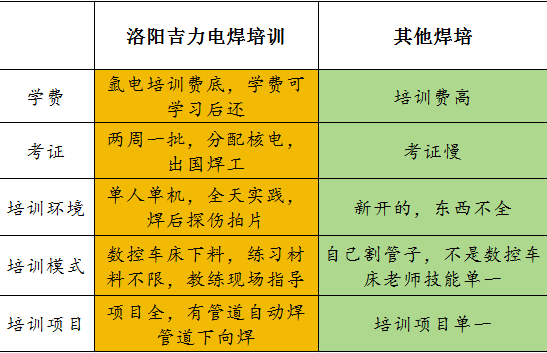
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
燃弧時間與熄弧時間和熔池溫度焊條的燃弧時間控制焊條的燃弧時間控制是在單位時間內焊條每次接弧保持的上提距離,要保證焊條填充的金屬量必須使填充焊縫厚度低于焊件表面0.5~1.0mm 的范圍之內。這就是焊工焊接時,控制的焊條燃弧時間。焊縫填充焊接,焊縫填充厚度,要始終保持低于焊花焊縫坡口表面母材高度0.5-1.0m焊條的熄弧時間控制焊條采用斷弧焊法進行焊接,由于它是手工電弧焊,焊條的每次燃弧時間與熄弧時間控制,不可能做到機械性的完全一致,所以焊縫填充焊接,焊條每次燃弧熄弧后,焊接熔池的溫度都會出現略有不同。那么焊縫填充焊接,為了保證焊接熔池能夠始終達到在一個相近的溫度下進行焊接,需要焊條在每次燃弧、熄弧后,利用焊條每次熄弧間斷焊接的時間,來不斷地進行調整,最終完成焊縫的填充焊接。
焊條的熄弧間斷焊接時間控制,其實在焊接過程中,是始終根據焊條每次熄弧后,焊接熔池溫度高低、熔池的降溫速度和熔池降溫時所需要的時間來決定的。如果焊條熄弧后,焊接熔池的溫度偏高,那么焊接熔池降溫需要的時間也較長,焊條間斷焊接的熄弧時間也隨之延長。如果焊條熄弧后,焊接熔池的溫度偏低,那么焊接熔池的降溫需要的時間也較短,焊條間斷焊接的熄弧時間也隨之在縮短。綜上所述,可以得知,焊縫采用斷弧焊法進行焊接時焊條熄弧間斷時間是無規律的,那么焊條熄弧間斷焊接的時間是如何來界定的呢?




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技