





等離子切割的原理及特點(diǎn)
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來河南吉力電焊培訓(xùn)學(xué)校費(fèi)用低:管道氬電聯(lián)學(xué)習(xí)3800一月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級管道下向,管道自動(dòng)焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒見過)沒有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費(fèi))掙錢慢:免費(fèi)國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
1)原理 等離子弧切割是利用等離子弧的熱實(shí)現(xiàn)切割的方法,切割時(shí)等離子弧將件熔化,并借等離子流的神擊力將熔化金屬排除,從而形成割縫。
2)特點(diǎn)(A)可切割任何黑色金屬、有色金屬,(B)采用非轉(zhuǎn)移型弧,可割非金屬材料及混凝土,耐火碼等(C)由于等離子弧量高度集中,所以切制速度快,生產(chǎn)率高,(D)切口光潔,平整,并且切口,熱影響區(qū)小,變形小,切測質(zhì)量好
(2)電源工作氣體及電極
1)電源要求具有陡降外特性的直流電源,并且空載電壓在150400V之間
2)工作氣體主要有氮?dú)?及混合氣體(氮?dú)?氫氣、氬氣+氫氣及氬氣,氮?dú)獾?,其中氬氣與氮?dú)獾幕旌蠚怏w切割效果最佳
3)電極材料 當(dāng)?shù)入x子氣為氬氣或其他情性氣體時(shí),可采用釷鎢極或鈰鎢極;等離子氣為氮或氧化性強(qiáng)的氣體時(shí),可采用鋯電極,
(3)工藝參數(shù)
1切割電流及電壓 切割電流和電壓決定著等離子弧的功率,等離子弧功率大,所以切割厚度也大,用增加切割電壓來提高切割厚度,效果比增加切割電流要好。
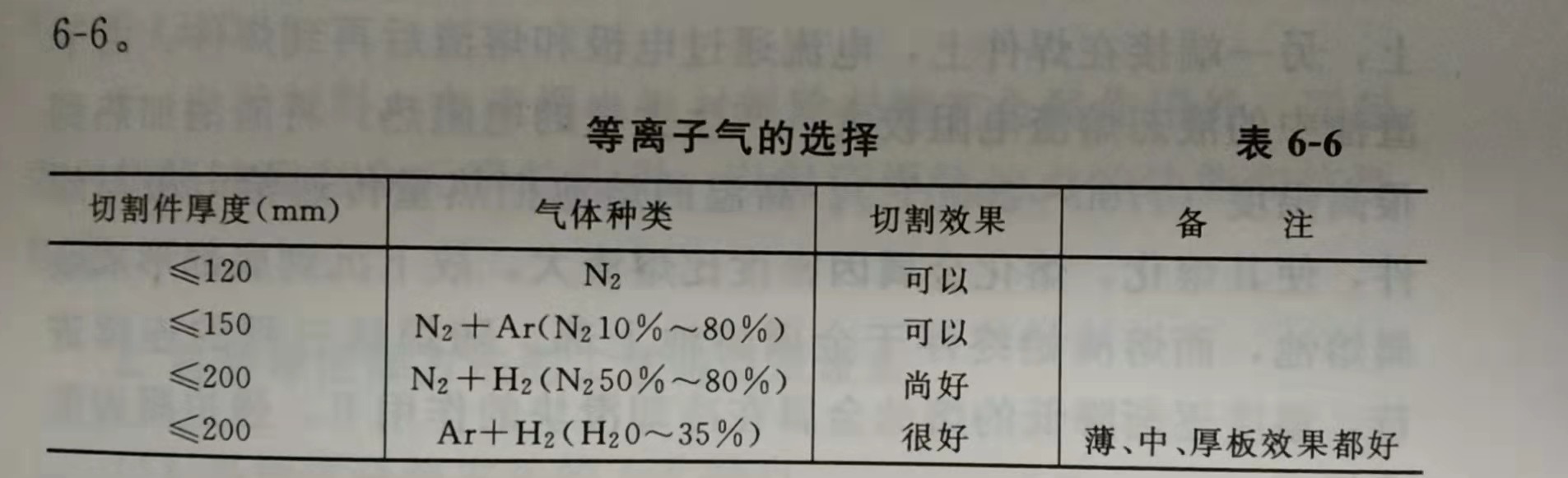
2)等離子氣種類與流量 主要根據(jù)切割厚度來選擇,見表6-6
編輯搜圖
請點(diǎn)擊輸入圖片描述(最多18字)
適當(dāng)增加等離子氣流量,可提高切割厚度和質(zhì)量,但流量過大,冷卻氣流會(huì)帶走大量的熱量,使切割能力下降,等離子弧不穩(wěn)定,
3)切割速度 在功率不變的情況下,適當(dāng)提高切割速度可使切口變窄,熱影響區(qū)減小,切割速度過快,會(huì)造成割不透
4)噴嘴距焊件的距離 一般距離為7-10mm,距離過大會(huì)降低切能力,過小則易燒壞噴嘴
4)“雙弧”現(xiàn)象
所謂“雙弧”,是在使用轉(zhuǎn)移型等離子弧時(shí)出現(xiàn)的一種破壞電弧燃燒穩(wěn)定性的現(xiàn)象。
這時(shí)除已存在的等離子弧外,又在工件和噴嘴之間產(chǎn)生電弧,如圖6-19所示,
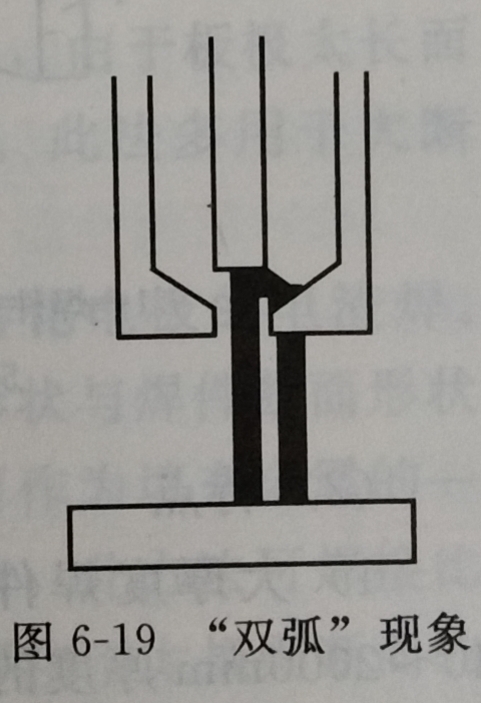
出現(xiàn)雙弧
時(shí)會(huì)破壞切割或焊接工藝的正常進(jìn)行,嚴(yán)重時(shí)會(huì)造成噴嘴燒損,產(chǎn)生雙弧的原因除與噴嘴的結(jié)構(gòu)尺寸有關(guān)外,還與切割工藝參數(shù)的選擇是否正確有關(guān)。




