





焊工都發(fā)愁的馬氏體鋼,應(yīng)該怎么焊?
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來河南吉力電焊培訓(xùn)學(xué)校費用低:管道氬電聯(lián)學(xué)習(xí)3800一月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級管道下向,管道自動焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒見過)沒有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!

01
焊接方法
馬氏體鋼可采用除氣焊以外的所有熔焊方法進行焊接,例如焊條電弧焊、埋弧焊、鎢極氬弧焊、熔化極氬弧焊等。
由于這種鋼具有很大的冷裂敏感性,焊前必須嚴(yán)格清理焊件、烘干焊條,使焊接保持低氫甚至超低氫條件。
當(dāng)焊接接頭的拘束度較大時,最好采用鎢極氬弧焊或熔化極氬弧焊。在不使近縫區(qū)過熱脆化的前提下適當(dāng)增大焊接熱輸入,可減少產(chǎn)生冷裂紋的傾向。
02
焊接材料
焊接材料的選擇應(yīng)視鋼種、焊接方法和接頭的工作條件的不同而異。為了保證使用性能的要求,焊縫的化學(xué)成分應(yīng)力求接近母材的成分,即宜選用與母材成分接近的焊接材料。
但是在這種情況下,焊縫和熱影響區(qū)容易硬化變脆。為防止冷裂,焊后一般都需要進行熱處理。
當(dāng)焊件不允許進行熱處理時,宜采用25-20、25-13型奧氏體鋼焊接材料焊接,以形成奧氏體焊縫,松弛焊接應(yīng)力,并能較多地固溶氫,降低冷裂傾向。
奧氏體焊縫塑性和韌性高,但強度較低,因而只適用于應(yīng)力不高的靜載條件下工作的焊件,而且由于焊縫與母材的熱物理性能差異較大,在高溫下工作時,在接頭的界面,能產(chǎn)生較高的附加應(yīng)力和導(dǎo)致接頭提前失效,因此也不適用于高溫下工作的焊件。
焊條電弧焊時,通常采用低氫型焊條,焊前經(jīng)400~450℃烘干兩小時。埋弧焊應(yīng)采用低硅高堿性或弱酸性的焊劑,如HJ172、HJ173、HJ251等。TIG焊主要用于多層焊時的封底焊和薄件焊接。
03
預(yù)熱和層間溫度

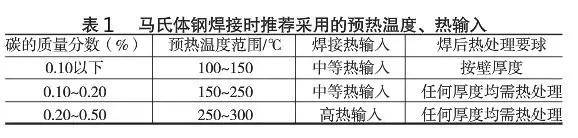
預(yù)熱并保持層間溫度,是防止冷裂紋的一項重要工藝措施。預(yù)熱溫度的選擇首先要考慮鋼中的含碳量,其次考慮接頭的拘束度、填充金屬的成分和焊接方法等。
表1是按含碳量分級推薦的預(yù)熱溫度、熱輸入等。
如果接頭的拘束度大,應(yīng)相應(yīng)提高預(yù)熱溫度和層間溫度。層間溫度應(yīng)不低于預(yù)熱溫度。
用奧氏體鋼焊接材料焊接時,視焊件厚度可不預(yù)熱或低溫預(yù)熱。
04
焊后熱處理
焊后熱處理是防止冷裂紋的另一項重要工藝措施。在選用與母材成分接近的焊接材料時,一般都需要進行焊后回火熱處理。
當(dāng)選用奧氏體鋼焊接材料焊接時,一般不需要焊后熱處理。
為了保證焊后奧氏體能完全轉(zhuǎn)變?yōu)轳R氏體,不允許焊后立即進行回火處理,須使接頭冷卻到Ms點以下某個溫度并保持一定時間后,再進行高溫回火處理。
因為如果焊后立即回火,就會使奧氏體向珠光體轉(zhuǎn)變和碳化物沿奧氏體晶界沉淀,這種組織是很脆的。
但是,為了防止冷裂,也不允許接頭冷卻到室溫以后再進行高溫回火處理,通常是冷卻到100~150℃時進行回火處理。



