





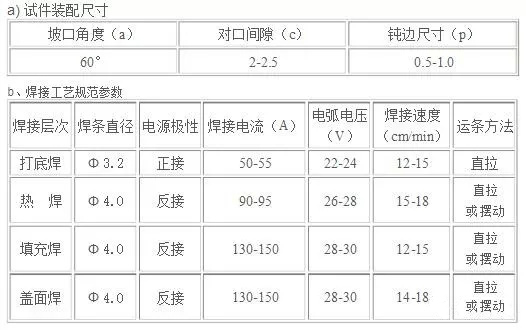
洛陽吉力電焊學校:纖維素焊條立向下焊的工藝特點
洛陽吉力電焊學校
近年來,隨著石油管道鋪設工程的發展,大口徑管道的焊接工 藝不斷進步,由過去單一的焊條電弧焊(酸性、堿性焊條),發展到管道自動焊、半自動焊工藝。
西氣東輸工程中大口徑管道(Φ1016)根部打底焊和部分管道的多層焊接均采用纖維素焊條施焊。
纖維素焊條立向下焊,電弧具有熔深大,穿透力強,根部打 底焊單面焊雙面成形好,氣孔敏感性小,操作難度小,焊縫內外質量高,焊工易掌握,培訓周期短等工藝特點。
廣泛應用于石油化工、天然氣、電力、民用行業的輸油、輸氣、輸水大口徑管道安裝鋪設施工中。
1.纖維素焊條藥皮成分和工藝特性
1.1纖維素焊條藥皮的主要成分:
25~40%纖維素(木粉、淀粉、酚醛樹脂粉、微量纖維、表粉等);
8~16%碳酸鹽(碳酸鉀、鈣等);
8~20%鐵合金(SiO2、TiO2、MnO、FeO、MgO、Al2O3等);
10~15%金屬氧化物;?20%其它成分。
1.2藥皮中大量有機物分解,形成大量氣體(CO、CO2、H2、H2O等),對焊縫有很強的保護效果,并且電弧吹力大,熔滴過渡呈噴射狀。
1.3在直流弧焊機電源正接和反接時,其熔滴過渡的形態不同。
直流正接時,焊條端部形成的熔融金屬體積小,電弧吹力大,氣流足以使焊條端頭熔化金屬飛離,實現小顆粒過渡。電弧穩定性強,焊縫熔深大,一般適用于根部打底焊,單面焊雙面成形背面成形好。
由于正接電弧的飛濺大,熔深大,不易獲得滿意的表面成形,在熱焊、填充焊和蓋面焊不常使用。
直流反接時,焊條端部熔融金屬幾乎完全是塊狀的熔化金屬,表面吹力大,雖有這么大的造氣劑也很難將熔滴吹成小顆粒過渡形態。 因此,直流反接時,其熔滴過渡為接觸式短路過渡。每次短路過渡后,由于焊條端部熔融金屬體積變小,在藥皮套筒和氣流的影響下,又出現顆粒過渡形態。所以,纖維素焊條直流反接時是短路過渡伴隨顆粒過渡的混合過渡形態。這是不同于其它焊條過渡形態的特殊形式,直流反接一般適用于熱焊、填充焊、蓋面焊層的施焊。
2.纖維素焊條弧焊電源的工藝特點
2.1一般普通直流焊條電弧焊電源,在用于纖維素焊條時,會出現斷弧、熄弧、“喘息”滅弧,粘條、電弧不穩定、過渡顆粒粗大等不良工藝現象。 因此纖維素焊條的電弧電壓高于普通焊條8~12V(如E6010,Uf=26~35V)。 電弧拉長時,電弧電壓高過電源外特性的恒流段,找不到穩定的工作點,必然熄弧。 而電弧電壓低時,電弧電壓偏低,直流反接時,融滴短路過渡,熔融金屬體積大,很容易粘條,尤其是小電流(If=70A)。 下向焊時,粘條傾向嚴重,妨礙正常焊接,且焊層接頭多,內部凹陷,氣孔等缺陷嚴重。
2.2纖維素焊條專用焊機增設了推力電流,在電弧較短、電弧電壓低時,在原焊接電流值上瞬時加上 50~80A的推力電流。 因此,藥皮發氣量與電流平方成正比關系,電弧力也是以電流的平方成正比猛增,瞬時將短路熔滴吹開,增加小顆粒過渡的次數,有效地防止了焊條與熔池粘接的現象發生。
2.3纖維素焊條專用焊機在二次輸出回路中串接大容量輸出電抗器,減緩短路電流的上升速度,解決了小電流時電流連續穩定的動特性問題,有效地解決了熄弧、滅弧、粘條現象。 Φ3.2纖維素焊條(E6010)在直流正接時,最小電流If=30A。直流反接If=40A時,電弧仍然十分穩定,這是其它直流弧焊機難于實現的工藝參數。
2.4由于纖維素焊條專用焊機上以輸出電感和控制電路上不同于普通焊條弧焊機的電源特性,所以在纖維素焊條輸出特性上,燒焊堿性焊條(如E5015)電弧穩定性降低,又帶來了堿性焊條的熄弧、粘條等不良工藝問題。 為了兼容兩類焊條的熔化特性,直流弧焊機電源設計上應該考慮兩種最佳特性共存的弧焊電源,即滿足于纖維素焊條的熔化特性,又適合于普通堿性焊條的熔化特性,即在這種弧焊電源上各類型焊條的工藝特性均達到最佳效果。
3.纖維素焊條的種類機工藝參數
3.1常用纖維素焊條有:
E6010(相當于E4310、J425G)適用于打底焊、熱焊、填充焊;
E8010(相當于E5511、J555)適用于熱焊、填充焊、蓋面焊層,一般用低氫下向焊條;
E7048(相當于J506X)焊縫外形整潔、美觀。
3.2常用焊接工藝規范參數
4.小結
立向下焊工藝具有焊接質量好,焊接速度快,生產效率高,易學習、掌握等優點,廣泛應用于輸油、輸氣、輸水大口徑管道施工中。纖維素焊條正、反接時的熔滴過渡形態不同,在一般直流弧焊機上燒焊會產生斷弧、熄弧、粘條等不良現象。增加推力電流和增大輸出電感可改善纖維素焊條的電弧穩定性。
 咨詢聯系:15538876654(同微信)
咨詢聯系:15538876654(同微信)



