





洛陽吉力電焊學校:氬弧焊搖把焊打底及蓋面的操作手法及技巧
更新時間:2019-07-24 11:00:43
洛陽吉力電焊學校
1.打底焊
首先我們應該根據坡口形式,以及板厚選擇合適的焊接參數以及瓷嘴尺寸,鎢極直徑等。
今天以12mm厚碳鋼,坡口角度30°的對接板為例進行講解,選用小口瓷嘴進行打底,今天選用7號瓷嘴,小瓷嘴能夠更好的保護坡口內部,防止破口內部保護不良。
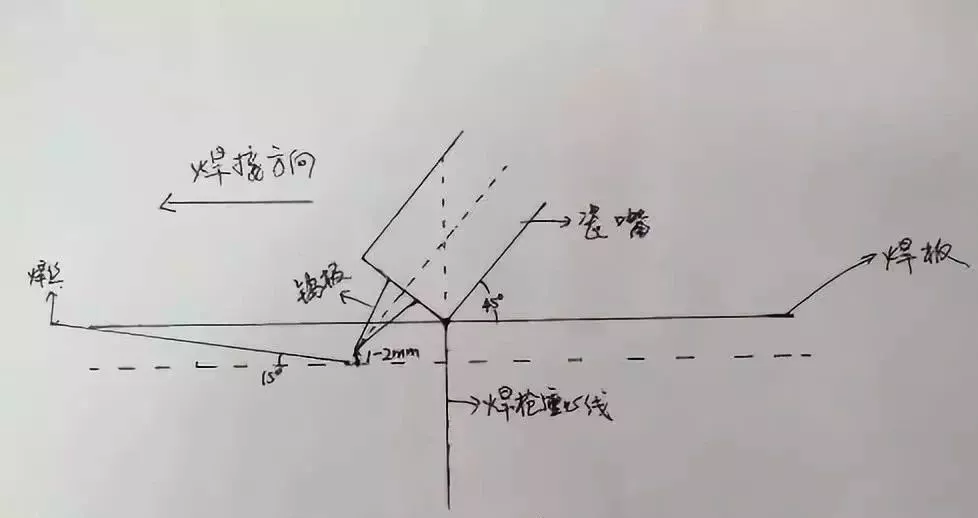
然后采用擠壓式搖把焊的操作方法進行打底。即瓷嘴與坡口兩側貼緊,鎢極深入到坡口底部距離底部1-2mm為宜,焊把水平左右搖擺施焊,焊絲保持在焊縫中心。氬弧焊槍與焊件成45°夾角,并保持焊槍的重心保持在瓷嘴與坡口接觸的垂直線上,焊絲與水平呈15°角送進,如下圖所示。
2.蓋面焊
蓋面焊的時候因根據板厚及坡口角度選用比打底焊接時要大的瓷嘴和焊接參數,按照實例選用12號瓷嘴,電流選用180A,持槍角度以及送絲角度與打底焊接時的角度相同,但是蓋面焊接時采用旋轉搖把焊即瓷嘴緊貼焊道,手把沿逆時針搖把焊接,焊絲保持在焊道中間送進,如果焊接過程中感覺焊縫不飽滿,有咬邊現象可以將焊接速度降低,焊絲送進增加,以增加焊道的飽滿度。
咨詢聯系:15538876654(同微信)




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技