





洛陽吉力電焊學校:焊工管道6G考試你能順利通過嗎?
洛陽吉力電焊學校
說起焊工考試,想必考過的兄弟一定還能回想起自己當年的考試情景,你緊張嗎?你是一次考過的嗎?......

考試之前,相信大家都練習過千萬遍,這里再來溫習一下吧,希望對你有用。
斜45°固定管對接無論是在上崗考證中還是在焊工比武中都是操作難度較大的一個項目,有以下幾點需要注意一下:
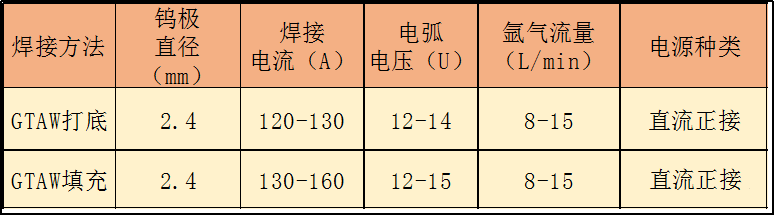
定位焊均布3處,在管子12點多一點,2點半、9點半位置采用手工鎢極氬弧焊進行點焊固定,長度5-10 mm,預留間隙為2.5-3.0 mm,

45°固定管手工鎢極氬弧焊的實際情況,6~3~12點焊接時通常采用左手抓焊槍焊接法,由于45°固定管的特殊位置和大多數焊工有右手抓焊槍運條比左手靈活的天性,所以焊接時很難施焊而形成夾鎢、氣孔、熔合不良和管道內成形不符合要求等缺陷。
于焊件處于斜45度,焊接位置接近仰、立、平的位置,所以焊槍要不斷的調整角度,并保證鎢極垂直于管道軸心。

引弧時,鎢極端部應距離坡口約(1-2 mm),引弧后先不要填絲,等坡口根部邊緣獲得一定大小明亮清晰的熔池才可送絲焊接,并要注意焊槍角度,隨管子焊縫的角度位置的變化而改變。

焊絲與焊槍角度始終在100-110度為宜,焊槍與管平面的夾角為36-65度左右,還要控制電弧長度一般為2-4 mm,要注意熔池兩邊與母材坡口根部邊緣的熔合,打底厚度以3 mm為宜,焊接過程中氬氣始終不得脫離焊縫,焊絲應始終保留在保護區內。

填絲時,焊槍勻速平穩上移,動作要輕,焊絲與焊槍要有規律性的小幅度作左右鋸齒橫向擺動,依靠手臂和手腕上、下點進,隨后撤回,如此反復動作。
在更換焊絲時,應先將收弧處打磨成斜坡,在斜坡后約10 mm處重新引弧,且形成圓滑過渡,當焊至斜坡內出現熔孔后,立即送絲再正常焊接。當焊至平焊位置時,焊槍略向后傾,此時焊接速度要稍快些,以免溫度過高而使熔池下墜。

焊至定位焊斜坡處接頭時,電弧停留時間略長一點,暫不要送絲,待熔池與斜坡端部完全熔化后再送絲,同時也要作橫向擺動,使接頭部分充分熔合,形成平整美觀的接頭。
收弧時,要將熔池逐步過渡到坡口邊側,切斷控制開關,電弧熄滅后,應延長氬氣對收弧處的保護,以免氧化出現弧坑裂紋和縮孔。直到鎢極熔池區域稍微冷卻后,才可停止送氣,并抬起焊槍。
前半圈焊完后,焊另半圈,焊到12點上口接頭處時,可稍停填絲,待原焊縫金屬熔化時,與熔池連成一體后再加填絲,焊槍再向前運動,填滿弧坑后收弧。收弧時應與前半圈焊縫重疊5-10 mm,以保證接頭處熔合,使反面的焊縫成型飽滿,并清理焊縫,表面必須清潔光滑。
咨詢聯系:15538876654(同微信)



