





洛陽吉力電焊學(xué)校:簡單幾個知識點困擾了多少年輕的焊接工程師和焊工?
洛陽吉力電焊學(xué)校
焊接過程中,經(jīng)常會碰到平焊,在平焊中就不可避免的要進行打底焊。其中踐行低氫型焊條在平焊中應(yīng)用的最多,那么以下幾點知識點,大家都會了嗎?
如何確定堿性低氫型焊條平焊打底焊的走弧位置?
焊接實例:容器直徑為2.5m,壁厚為16mm,坡口鈍邊為3mm,兩坡口組對所成角度為65度,組對坡口間隙小于3mm,組對定位焊點在坡口的外側(cè),定位焊縫長度為60~100mm;選焊條為E5016,焊條直徑為4.0mm,電流調(diào)節(jié)范圍為170~180A。其第一層走弧位置如圖所示。
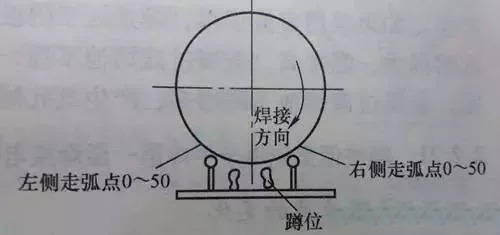
(1)走弧位置在容器內(nèi)中心線的左側(cè)50mm內(nèi)。首先,坡口間隙在2mm之內(nèi),熔渣呈緩慢漂浮狀,熔池熔化溫度過低,電弧前移方向熔渣堆積量過多。其產(chǎn)生原因是電流沒有根據(jù)走弧位置及坡口間隙的大小做正確調(diào)節(jié)。在爬坡位置熔渣的浮動受阻,熔池的溫度過低。防止措施是在坡口間隙較小段焊接時走弧的位置應(yīng)選在坡口右側(cè)10~50mm處,并適當(dāng)增大電流值,電弧行走時應(yīng)壓住電弧后稍做前移,并采用直線型云條方式。
其次,坡口間隙在2~3mm之間,熔渣呈漂浮狀靈活浮動,熔渣大部溢流到坡口的間隙處,熔池的裸露面清晰,熔池的流動平緩。
(2)走弧位置的容器內(nèi)中心線右側(cè)50mm內(nèi)。首先,坡口間隙在2~3mm之間,金屬液裸露面呈下塌狀滑動,有墜瘤跡象,熔池兩側(cè)的成形過薄。其產(chǎn)生原因是坡口間隙在右側(cè)20~50mm段時,過渡熔滴金屬快速滑動使較大間隙處金屬堆敷,熔池的成形溫度過高。防止措施為在坡口間隙較大時,金屬熔滴的過渡宜選在過左側(cè)中心線20mm和過右側(cè)中心線10mm段,使熔池前移時部分金屬液倒流,同時適當(dāng)減小電流,避免電弧的吹掃線過多進入熔池的中心位置。
其次,坡口間隙在2mm之內(nèi),熔池熔渣浮動靈活,電弧的前移與外擴有明顯熔化痕跡,熔池的裸露面清晰,焊波平緩。
堿性低氫型焊條平焊第一層焊前有哪些準備工作?
(1)焊前應(yīng)對焊槽內(nèi)的油污等用火焰吹掃,對于坡口的較大間隙段、焊槽外定位焊縫內(nèi)側(cè)的焊瘤處,應(yīng)采用砂輪打磨。
(2)焊條需經(jīng)350~380度、恒溫1h的烘干處理,焊條應(yīng)放入保溫筒內(nèi)隨用隨取。
(3)焊接電流選用直流反接,焊條接正極,焊件接負極。直流反接時,焊條是陽極,熔池是陰極,焊條熔化的速度快,熔深較小。電弧的吹力柔軟,燃燒穩(wěn)定,金屬過渡熔池飛濺較小,可避免氫氣孔的產(chǎn)生。如果采用直流正接,焊條處于陰極,焊件處于陽極,焊件熔池區(qū)熔深大,溫度高,金屬過渡熔池不穩(wěn),電弧的吹力較大,燃燒不穩(wěn)定,金屬過渡熔池飛濺增多,產(chǎn)生氣孔傾向增大。
堿性低氫型焊條平焊第一層焊接電弧有何變化規(guī)律?如何控制?
(1)電弧長度的變化 首先,焊條未熔端與焊件之間的長度超過焊條的直徑。電弧對熔池吹掃使熔池的外擴面增加,熔渣的浮動迅速,熔池的裸露點呈小圓圈狀氣孔。熔池表面的平整度難以控制。坡口間隙較大時,金屬熔滴很難形成過渡。
其次,過短。焊條脫落端貼浮于熔池的表面,電弧向熔池的推進頻繁粘結(jié),熔池過渡模糊,熔池呈半熔化狀態(tài)。
最后,時短時長。焊條脫落端與焊件之間的距離時短時長,熔池成形不穩(wěn)定。坡口間隙較大時長弧進入熔池,易形成下塌、墜瘤、氣孔等缺陷。電弧過短時進入熔池,產(chǎn)生夾渣、熔池成形薄厚不均等缺陷。
(2)電弧長度的控制 電弧進入熔池的長度,應(yīng)為焊條直徑的1/2~3/4。此長度范圍能使金屬熔池在電弧的保護下順利過渡進入熔池,并形成保護,避免將空氣卷入熔池中形成氣孔。電弧長度變化的控制應(yīng)掌握以下三點:
第一,保持合適的焊接位置,使身體重心穩(wěn)定。
第二,電弧續(xù)入和運條時應(yīng)使電弧長度保持不變,避免觸弧端顫動。
第三,隨時觀察熔池成形高度的變化,適當(dāng)調(diào)節(jié)電弧的長度。
如何掌握堿性低氫型焊條平焊第一層焊接運條要點?
(1)防止坡口間隙較小產(chǎn)生氣孔 氣孔產(chǎn)生的原因是坡口間隙較小段存有殘余的油脂、銹蝕及雜質(zhì)。電流較小時熔池熔化不完全,熔池一次性成型過厚,焊接電弧過長。防止措施是在坡口間隙變化時改變走弧位置在中心線右側(cè)10~15mm段,如圖所示。
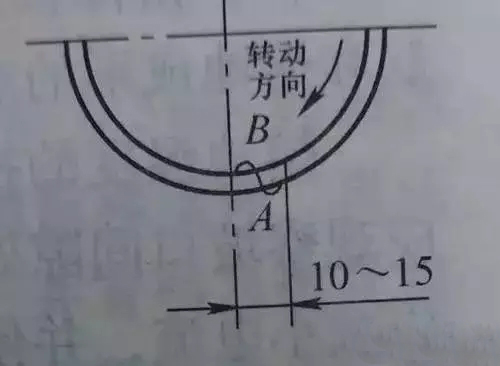
此時電弧行走于焊槽根部,先以直線形稍作前移5~10mm,在回帶電弧坡口一側(cè),停留后用正月牙運條方式回推至熔池中心,使熔渣浮動后熔池的液體流至坡口間隙。然后帶弧至坡口的另一側(cè)稍作停留,再使電弧前移A、B兩側(cè)延伸點。呈直線型帶弧前移動5~10mm后,從A、B兩側(cè)按同樣方法形成熔池的厚度。焊接時,焊條與焊接方向所成角度為70~80度。
這種帶弧方法因電弧前移5~10mm,焊槽內(nèi)的雜質(zhì)經(jīng)過電弧的吹掃與熔化后,形成的熔池會在焊槽根部加厚成形,避免了焊槽根部雜質(zhì)在電弧一次吹掃時熔池堆敷過厚而卷入熔池,形成氣孔缺陷。因5~10mm段電弧前移距離較短,熔池的溫度較高,電弧回帶能使半熔化狀態(tài)的熔渣迅速溢出,使坡口間隙較小段形成一種屏障保護。
(2)防止坡口間隙較大段產(chǎn)生氣孔 氣孔產(chǎn)生的原因是走弧的方法不正確,電弧前移,以坡口間隙的吹掃,而使熔滴過渡成形。為了防止這種情況發(fā)生,電弧引燃使熔池成形后從熔池的前方貼于坡口的一側(cè)(如A側(cè)),稍作前移5~10mm,在按原路回推熔池于坡口A側(cè)熔合點(見圖所示),并將電話吹向A點稍作停留,使熔渣外擴到坡口的間隙,再使電弧沿坡口一側(cè)推向熔池中心C點的后方,使C點熔池稍稍延伸外擴。然后做帶弧動作至坡口的另一側(cè)B點,不做停留沿B點坡口的鈍邊前移5~10mm,再按來路后移回帶至B點,稍作停留使熔渣液流至坡口間隙處,將B點熔池外擴面與A點熔合,再沿A測坡口面帶弧至C點熔池的后方,稍作停留使熔池外擴延伸,最后做劃弧動作帶弧至坡口的另一側(cè)A點,一次循環(huán)。
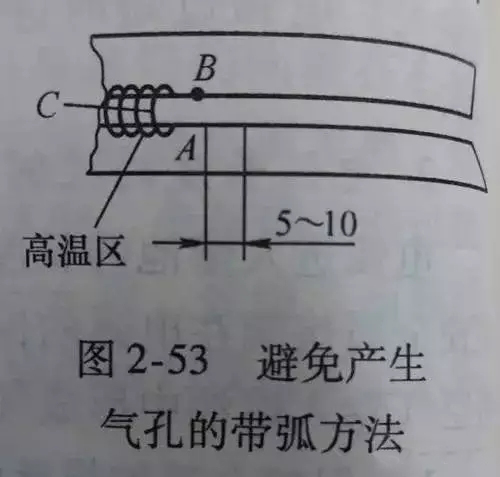
這種帶弧方法,因采用段弧貼向坡口兩側(cè)鈍邊處的過流點,當(dāng)熔滴過渡到熔池時大部熔渣先流至坡口間隙處形成屏障保護,使高溫熔池液流至坡口間隙時,因屏障的保護而使有害物不能進入熔池之中,從而避免氣孔的產(chǎn)生。
(3)屏障保護法運條 采用屏障保護法運條時,熔池溫度的控制和熔池成形的觀察如上圖所示。
熔池溫度的控制方法
第一,當(dāng)電弧沿坡口邊線向熔池中心推進時,應(yīng)觀察坡口間隙處熔池下塌的趨勢,如稍作回推熔池呈豁狀下塌,則應(yīng)減小電流,并使電弧的回推線從坡口兩側(cè)坡面稍作上移,將電弧回推熔池,不要帶向熔池中心高溫區(qū)。
第二,當(dāng)電弧行至熔池的一側(cè)B點時(見上圖)稍作上推,使短弧過熔池中心至坡口的另一側(cè)A點,使A側(cè)熔池形成。
第三,中心熔池液流的延伸應(yīng)保證在坡口兩側(cè)的A、B兩點有金屬液流過,這樣可以避免中心熔池溫度的上升。
第四,如果電弧回推時熔池反渣與金屬液流動速度過慢,熔池的熔化點模糊,則應(yīng)適當(dāng)增大電流,在電弧回帶于A、B兩點停留后迅速帶回熔池延伸過流點的上方,使熔池的溫度增高,熔渣順利流至坡口的間隙,熔池兩側(cè)的熔化可清晰觀察。
電弧從坡口的邊部做向熔池中心進弧的動作時,應(yīng)觀察熔渣的浮動線和金屬液面的閃光,掌握電弧進入熔池的文職和停留的時間。
第一,如果中心熔池熔波滑動明顯突出兩側(cè),熔池兩側(cè)成形過凹,溝狀成形處熔渣緩慢地浮動,則將電弧推進時應(yīng)沿A側(cè)的鈍邊線,如上圖所示。使熔池增厚,并外擴A側(cè)熔池延伸點和高溫熔池中心。
第二,電弧沿A側(cè)的邊部稍作進弧后,再做劃弧動作帶弧至坡口的B側(cè),使B側(cè)熔池成形,使熔池沿A、B兩側(cè)延伸。
第三,電弧沿坡口的兩側(cè)進弧,應(yīng)保證一側(cè)成形的厚度與另一側(cè)成形厚度相近,使熔池表面的成形平整光滑。
咨詢聯(lián)系:15538876654(同微信)



