





洛陽吉力電焊學校:焊接鋁管時,遇到氣孔、表面發黑,怎么辦?
更新時間:2019-12-06 08:56:46
洛陽吉力電焊學校
氣孔在鋁焊中很常見。
在母材中,在焊絲中都存在著一定量的氣孔,所以需要在焊接的時候避免大的氣孔,確保氣孔不超標。當濕度超80℅時,一定要停止焊接,氣孔超標的幾率也是80℅,很容易出返片。
像圖中這個濕度狀態焊接,就很容易出返修單。



▲濕度▲
有的時候會有黑黑的灰塵粘在焊縫上,怎么辦呢?



▲黑灰▲
其實是鎢極被污染了,或是鎢極碰到了熔池或碰到了焊絲,粘上了鋁。只有把鎢極清理干凈,才能繼續進行。

▲被污染的鎢極呈菜花狀▲
這時我們只要把焊機的清潔寬度調到底,電流基本在200左右,在一塊廢鋁上起弧焊接,只要幾秒鐘,鎢極就會起個小圓球,要想把鋁焊好,小圓球是必備產品。

▲清潔寬度調到底▲


▲神奇的小圓球▲
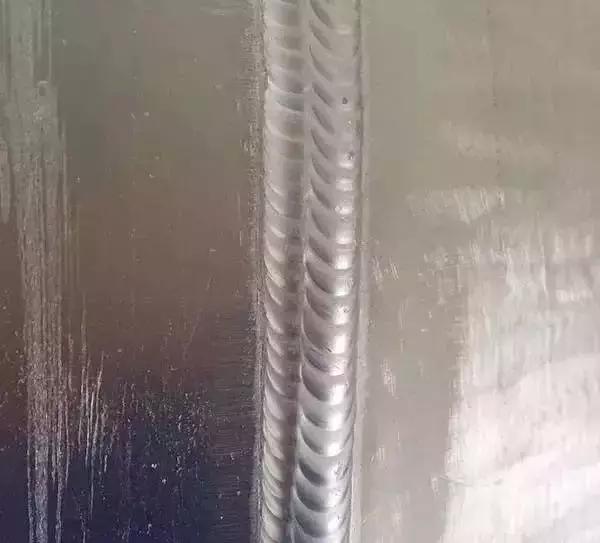
鋁焊和不銹鋼比,我更傾向于焊鋁。沒有不銹鋼那么麻煩,不銹鋼還要搖擺,鋁焊接就容易了,焊槍基本不擺動。這種帶襯環的鋁管,它就是一個角焊縫,焊接沒那么麻煩。
電流調適中,自己感覺能控制住熔池就是最好的電流。每臺焊機的性能不同,電流就會不同,電弧的柔性也會不同。




咨詢聯系:15538876654(同微信)




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技