





洛陽吉力電焊學校:斷弧焊操作詳解!你一定要學!
洛陽吉力電焊學校
斷弧焊實在焊接過程中,通過電弧周期性地交替燃弧與斷弧(滅弧),并控制滅弧時間,使母材坡口鈍邊金屬有規律地熔化成一定尺寸的熔孔,以獲得良好的背面成形和內部質量。斷弧焊采用的坡口鈍邊間隙比連弧焊稍大,選用的焊接電流范圍也較寬,比連弧焊靈活,適應性強。但其操作手法變化大,掌握起來有一定的難度。
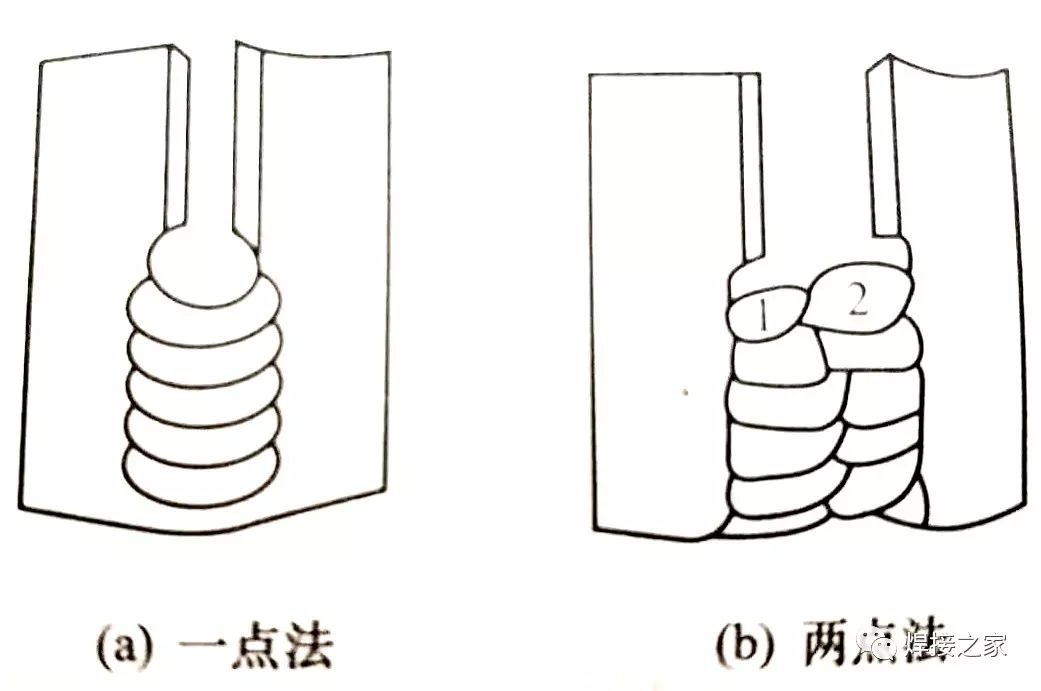
斷弧焊操作手法主要有一點法和兩點法,如圖1-16 所示,一點法適用于薄板、小直徑管(≤φ60mm)及小間隙(1.5~2.5mm)條件下的焊接;兩點法適用于厚板、大直徑管、大間隙條件下的焊接。

斷弧焊打底層單面焊雙面成形技法
引弧
在焊件始焊端前方10~15mm處的坡口面上劃擦引弧,然后沿直線運條將電弧拉長(弧長約3. 5mm)至始焊處,稍做擺動2~3個來回,對焊件進行1~2s預熱,當坡口根部呈現“出汗”現象時,立即壓低電弧(弧長約2mm),1~2s后,可聽到“噗噗”的電弧穿透坡口發出的聲音,同時還看到坡口兩側、定位焊縫與坡口根部相接金屬開始熔化,形成熔池并有熔孔,說明引弧工作結束,可以進行斷弧打底層焊接。
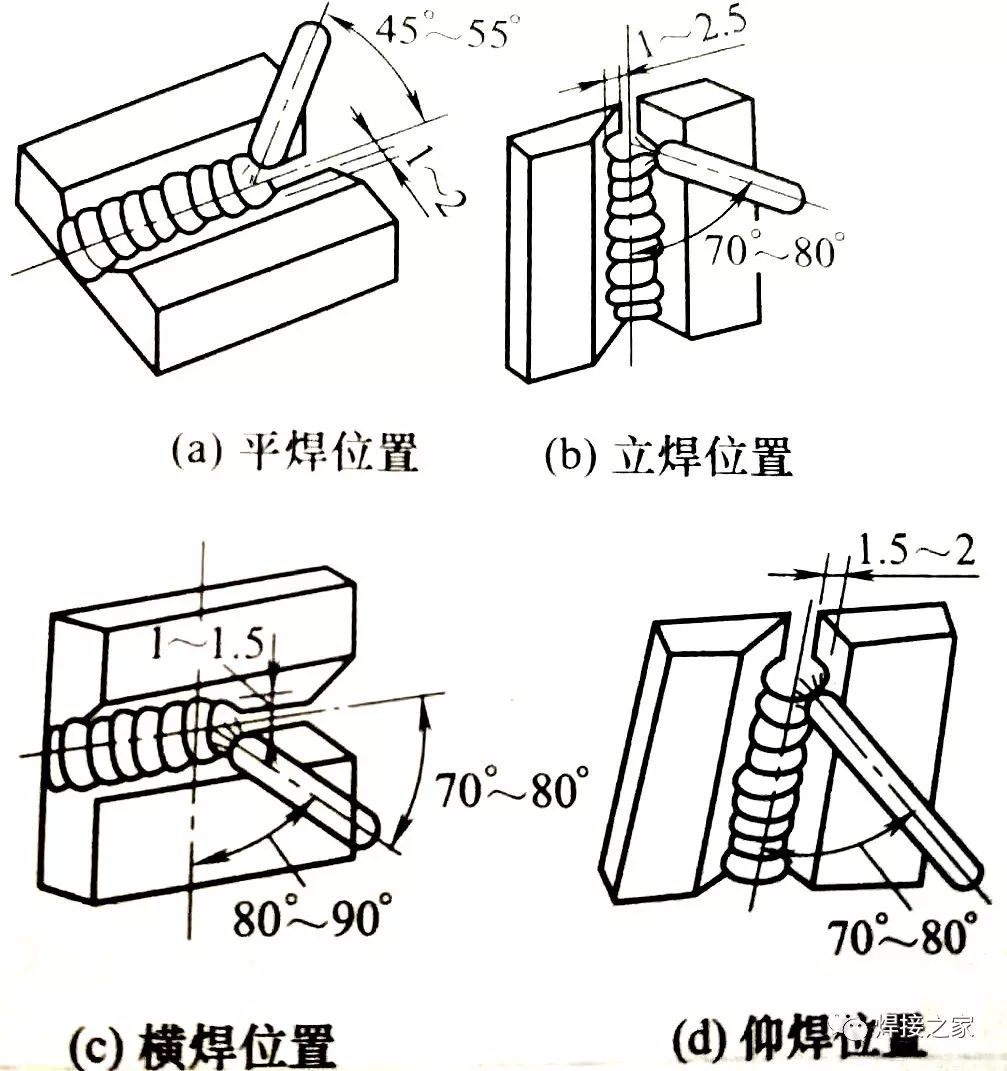
焊條傾角與坡口根部熔入尺寸
運條方法及特點
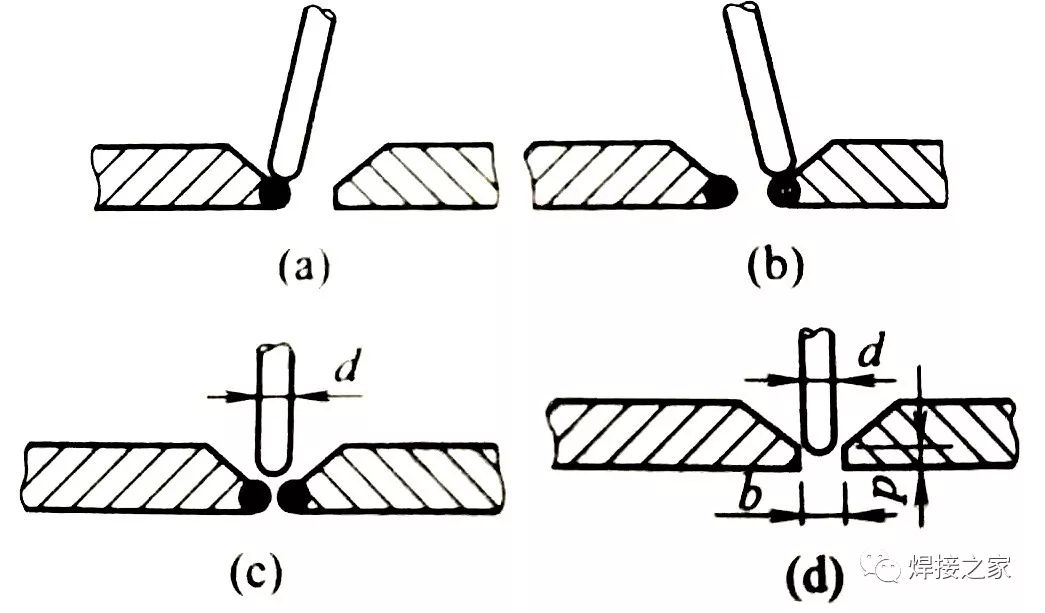
①一點擊穿法(適用條件為d>b;p=0~0.5mm):電弧同時在坡口兩側燃燒,兩側鈍邊同時熔化,然后迅速地值,在熔池將要凝固時,又在滅弧處引燃電狐、擊穿、停頓,周而復始重復進行。


優點:不易出現夾渣、氣孔等缺陷。
缺點:熔池溫度不易控制,溫度低,容易出現未焊透;溫度高,則背面余高過大,甚至出現焊瘤。
②兩點擊穿法(適用條件為d≤b;p=0~1mm):電弧分別在坡口兩側交替引燃,左側鈍邊給一滴熔化金屬,右側鈍邊也給一滴熔化金屬,依次循環。

這種方法比較容易掌握,熔池溫度也容易控制,鈍邊熔合良好。但易出現賣渣、氣孔等缺陷。如果熔池的溫度控制在前一個熔池尚未凝固的程度,就能避免產生氣孔和夾渣。
③三點擊穿法(適用條件為6>d;p=0.5~1.5mm):電弧引燃后,左側鈍邊給一滴熔化金屬[圖(a)],右側鈍邊給滴熔化 金屬圖[(b)],中間間隙給一滴熔化金屬化[(c)],依次循環。

這種方法比較適合根部間隙較大的情況,但是,若在熔池凝固前析出氣泡,則在背面容易出現冷縮孔缺陷。
收弧
在更換焊條之前,應將焊條下壓,使熔池前方的熔孔稍微擴大些,然后往回焊15~20mm形成斜坡狀后再熄弧,為下一根焊條引弧打下良好的接頭基礎。
咨詢聯系:15538876654(同微信)



