





洛陽吉力電焊學校:焊接殘余應力分析及消除焊接應力的方法 , 純干貨!
洛陽吉力電焊學校
一、什么是焊接應力
焊接應力,是焊接構件由于焊接而產生的應力。
焊接過程中焊件中產生的內應力和焊接熱過程引起的焊件的形狀和尺寸變化。
焊接過程的不均勻溫度場以及由它引起的局部塑性變形和比容不同的組織是產生焊接應力和變形的根本原因。當焊接引起的不均勻溫度場尚未消失時,焊件中的這種應力和變形稱為瞬態(tài)焊接應力和變形;焊接溫度場消失后的應力和變形稱為殘余焊接應力和變形。在沒有外力作用的條件下,焊接應力在焊件內部是平衡的。焊接應力和變形在一定條件下會影響焊件的功能和外觀。
二、焊接應力的危害
焊接殘余應力對焊件有 6個方面的影響:
① 對強度的影響:如果在高殘余拉應力區(qū)中存在嚴重的缺陷,而焊件又在低于脆性轉變溫度下工作,則焊接殘余應力將使靜載強度降低。在循環(huán)應力作用下,如果在應力集中處存在著殘余拉應力,則焊接殘余拉應力將使焊件的疲勞強度降低。焊件的疲勞強度除與殘余應力的大小有關外,還與焊件的應力集中系數應力循環(huán)特征系數[6][min]/[6][max]和循環(huán)應力的最大值[6][max]有關其影響隨應力集中系數的降低而減弱,隨[6][min]/[6][max]的降低而加劇,隨[6][max]的增加而減弱。當[6][max]接近于屈服強度時,殘余應力的影響逐漸消失。
② 對剛度的影響:焊接殘余應力與外載引起的應力相疊加,可能使焊件局部提前屈服產生塑性變形。焊件的剛度會因此而降低。
③ 對受壓焊件穩(wěn)定性的影響:焊接桿件受壓時,焊接殘余應力與外載所引起的應力相疊加,可能使桿件局部屈服或使桿件局部失穩(wěn),桿件的整體穩(wěn)定性將因此而降低。殘余應力對穩(wěn)定性的影響取決于桿件的幾何形狀和內應力分布。殘余應力對非封閉截面(如工字形截面)桿件的影響比封閉截面(如箱形截面)的影響大。
④ 對加工精度的影響:焊接殘余應力的存在對焊件的加工精度有不同程度的影響。焊件的剛度越小,加工量越大,對精度的影響也越大。
⑤ 對尺寸穩(wěn)定性的影響:焊接殘余應力隨時間發(fā)生一定的變化,焊件的尺寸也隨之變化。焊件的尺寸穩(wěn)定性又受到殘余應力穩(wěn)定性的影響。
⑥ 對耐腐蝕性的影響:焊接殘余應力和載荷應力一樣也能導致應力腐蝕開裂。
焊接殘余應力對結構和構件的影響:
焊接殘余應力是構件還未承受荷載而早已存在構件截面上的初應力,在構件服役過程中,和其他所受荷載引起的工作應力相互疊加,使其產生二次變形和殘余應力的重新分布,不但會降低結構的剛度和穩(wěn)定性而且在溫度和介質的共同作用下,還會嚴重影響結構的疲勞強度、抗脆斷能力、抵抗應力腐蝕開裂和高溫蠕變開裂的能力。
三、焊接應力的消除方法
目前采用的消除應力的失效方法有振動時效(消除30%~50%的應力)、熱時效(消除40%~70%的應力)豪克能PT時效(消除80%~100%的應力)。
預熱
對重要的焊接構件先進行整體熱時效,然后再現場與其他構件進行組合焊接的拼焊工藝是建筑鋼結構制造常采用的方法。其具有焊縫去氫、恢復塑形和消除應力的三重功能。一般認為熱時效的消除應力的效果為40%以上。

重熔
焊趾缺陷是一種焊道融合線上中難以避免的小而尖銳、連續(xù)的缺陷,往往成為結構疲勞破壞的裂紋源。
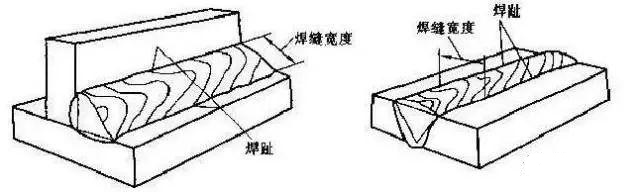
常采用TIG重熔工藝對焊趾進行修整,重建裂紋起裂前的狀態(tài),降低由于焊趾缺陷所造成的應力集中現象,以延長疲勞壽命。同時TIG重熔也能改善焊縫區(qū)的橫向殘余應力;重熔對于焊縫縱向殘余應力的改善不明顯,殘余應力絕對值下降不大;但對于縱向殘余應力的均勻分布有一定效果。但對橫向殘余應力有明顯的改善效果,殘余應力的絕對值下降明顯而且分布趨于均勻。
振動時效
振動時效是對構件施加交變應力,與構件上的殘余應力疊加達到材料的屈服應力,發(fā)生局部的宏觀和微觀塑性變形;這種塑形變形往往首先發(fā)生在殘余應力最大和構件應力集中點,使這里的殘余應力得以釋放,達到降低和均化殘余應力的作用。
盡管振動時效設備不具備去氫和恢復塑形的功能,但從尺寸穩(wěn)定性比較,已經達到和超過熱時效的水平;振動時效是一種以消除應力、提高尺寸穩(wěn)定性為目的替代熱時效的先進工藝。
振動焊接
振動焊接又稱為振動調制焊接、隨焊振動;在振動時效標準附錄中,已確認為可與振動時效進行組合的工藝之一。其不改變原有的焊接工藝,在焊接過程中,通過激振器對構件注入頻率和振幅可控的振動,即形成振動焊接。 這種振幅的振動,勢必對焊接熔池和熱影響區(qū)產生一定的作用:
(1)、當焊縫在金屬熔融狀態(tài)下,由于振動使氣泡、雜質等容易上浮、排除。
(2)、再結晶過程中振動晶粒,有利于晶粒細化;
(3)、溫度大于600攝氏度的區(qū)域,材料在強度逐步恢復、冷卻的過程中,伴隨振動的熱塑性變形,使逐步得到的焊接殘余應力降低和均化,以減少焊接變形和焊接裂紋的形成。
焊接應力消除設備
焊接應力消除設備對焊趾進行沖擊,可以快速修復焊趾的缺陷,降低應力集中,并伴隨其壓應力區(qū)的作用可以在一定程度上降低焊趾邊未受沖擊焊縫的殘余應力;焊接應力消除設備能以每秒2萬次的頻率沿焊縫方向沖擊焊趾部位,使之產生較大的壓縮塑性變形,使焊趾處發(fā)生圓滑的幾何過渡,大大降低應力集中;消除焊趾處表層的微小裂紋和熔渣缺陷,抑制焊接裂紋的提前萌生,調整應力場,并產生一定數值的壓應力,使焊趾部位得到強化,對提高焊接接頭的疲勞壽命有明顯的作用。
爆炸工藝
將特種專用炸藥沿焊縫走向粘貼在焊縫附近。炸藥引爆后產生連續(xù)的沖擊波迫使結構的峰值應力區(qū)域發(fā)生塑性變形,以此達到消應力的目的。瞬間完成,適合大型和特大型的結構,爆炸法消應力施工時十分強調安全措施,在城市建筑中應用有一定的困難。



