





電焊工初步怎么練
1 序言
隨著新一輪科技革命與產(chǎn)業(yè)變革的孕育與興起,智能制造逐漸成為制造行業(yè)的制高點(diǎn),主要制造業(yè)國(guó)家紛紛出臺(tái)相關(guān)的戰(zhàn)略及政策,例如“美國(guó)CPS計(jì)劃”“德國(guó)工業(yè)4.0”“中國(guó)制造2025”等,搶占了新一輪產(chǎn)業(yè)發(fā)展的高地。2018年12月中華人民共和國(guó)工業(yè)和信息化部發(fā)布了《推進(jìn)船舶總裝建造智能化轉(zhuǎn)型行動(dòng)計(jì)劃(2019—2021)》,該行動(dòng)計(jì)劃明確提出了要加快新一代信息通信技術(shù)與先進(jìn)造船技術(shù)的融合,逐漸實(shí)現(xiàn)數(shù)字化、網(wǎng)絡(luò)化、智能化的結(jié)合,表明以“智能工廠、智慧制造”為主導(dǎo)的智能船舶建造工業(yè)革命已經(jīng)悄然來臨,船舶企業(yè)的轉(zhuǎn)型升級(jí)是當(dāng)前大環(huán)境下的形勢(shì)所趨。
且機(jī)器人在焊接過程中焊接參數(shù)恒定性好、質(zhì)量穩(wěn)定性高、美觀性強(qiáng)、焊渣少,減少了后續(xù)清渣打磨工序,使得焊接自動(dòng)化成必然趨勢(shì)[1]。目前我國(guó)船舶建造主要依靠手工焊接為主,焊接技術(shù)水平大多數(shù)處于半自動(dòng)化到自動(dòng)化焊接階段,相比較發(fā)達(dá)國(guó)家而言焊接自動(dòng)化程度較低。本文介紹了船舶建造中管道型焊接機(jī)器人技術(shù)、吊籃式焊接機(jī)器人技術(shù)、移動(dòng)式焊接機(jī)器人技術(shù)及龍門式焊接機(jī)器人技術(shù)的研究與應(yīng)用,并對(duì)船舶焊接機(jī)器人未來發(fā)展趨勢(shì)進(jìn)行探討。
2 船舶管道焊接機(jī)器人技術(shù)
船舶建造過程主要分為船體和管道的加工,管道生產(chǎn)加工占船舶建造總工時(shí)的8%~12%[2],常見的管道結(jié)構(gòu)類型有直管、彎管、錐形過渡管、偏心過渡管、等徑三通管及馬鞍形連接管等[3]。由于其多樣化、多品種、離散性的特點(diǎn),使得手工焊在管道加工過程中容易出現(xiàn)成形質(zhì)量差,合格率較低等情況,因此對(duì)管道焊接自動(dòng)化的研究從未停止。首先是管道焊接過程中的對(duì)接問題,傳統(tǒng)的管道對(duì)接焊主要依靠工人經(jīng)驗(yàn),先在管道連接處進(jìn)行劃線、定位、定位焊后再進(jìn)行焊接,這不僅不能保證高效率和高質(zhì)量,而且很費(fèi)時(shí)。浙江大學(xué)的Haocai H[4]針對(duì)船舶管道對(duì)接問題,開發(fā)了一種新型船舶管道焊接輔助裝置(SPWAD),該結(jié)構(gòu)結(jié)合液壓電子鎖裝置,能夠更方便、更可靠地對(duì)齊、居中和鎖定兩條焊接管道;其次是管道焊接機(jī)器人裝備的設(shè)計(jì),由江蘇科技大學(xué)、上海外高橋造船有限公司和昆山華恒焊接設(shè)備技術(shù)有限公司,結(jié)合機(jī)器人位置傳感技術(shù)、電弧跟蹤技術(shù)、機(jī)器人協(xié)同主從控制技術(shù),以及開啟式變位機(jī)鏈輪傳動(dòng)裝置和MIG自動(dòng)焊接專家系統(tǒng)等,研發(fā)了國(guó)內(nèi)第一條船用管-管、管-法蘭主從機(jī)器人焊接生產(chǎn)線。該生產(chǎn)線主要由2臺(tái)焊接機(jī)器人及1臺(tái)開口鉗式變位機(jī)為主導(dǎo)設(shè)備組成[5],如圖1所示。應(yīng)用結(jié)果表明,該生產(chǎn)線能實(shí)時(shí)根據(jù)焊縫形狀調(diào)整焊槍的位置,焊接效率與手工焊相比提高5倍以上。
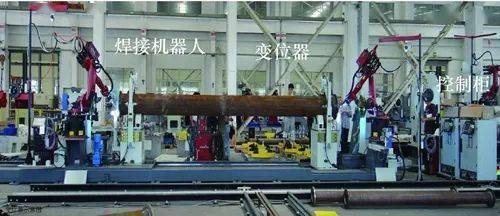
圖1?船舶中型直管-法蘭機(jī)器人柔性焊接系統(tǒng)
為了提高復(fù)雜環(huán)境下的管道焊接工藝,R.H.G等[6]人研究了TopTIG管道焊接工藝方法(見圖2)。該焊接方法與傳統(tǒng)鎢極氬弧焊(GTAW)相比,允許在靠近鎢極區(qū)域切向?qū)牒附z,并被整合到噴嘴中,使得焊槍更加緊湊,便于機(jī)器人的操作,在管道打底焊過程中焊絲的焊接速度和熔化速度提高兩倍。在焊接過程中除了控制焊接速度、電弧電壓、焊接電流等因素外,電弧的弧長(zhǎng)也是一個(gè)重要的因素,它直接影響焊接過程中飛濺的產(chǎn)生、焊后焊縫成形等。對(duì)于電弧的控制也是眾多學(xué)者研究的方向,Lei[7]針對(duì)管-板焊接過程中弧長(zhǎng)的不穩(wěn)定性,搭建了直流脈沖氬弧焊機(jī)、激光傳感器和CCD相機(jī)試驗(yàn)平臺(tái),利用激光傳感器測(cè)量鎢極和管-板之間的距離,采用CCD相機(jī)結(jié)合分度尺獲得管-板水平和垂直方向的校準(zhǔn)圖像標(biāo)定、圖像預(yù)處理、圖像特征值提取等,可以實(shí)時(shí)控制焊槍與管板間間距,有利于焊縫成形。
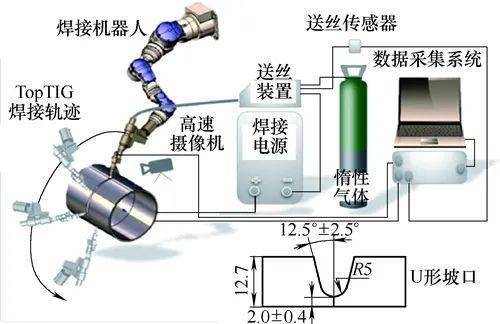
圖2 TopTIG原理
國(guó)內(nèi)焊接設(shè)備公司也在不斷研究開發(fā)管道焊接設(shè)備,唐山開元自動(dòng)化焊接裝備有限公司設(shè)計(jì)出全位置MAG焊接系統(tǒng),采用4個(gè)電動(dòng)機(jī)結(jié)合DSP數(shù)字信號(hào)處理,可以進(jìn)行根焊、熱焊、填充及蓋面等工藝,大大提升了管道焊接效率(見圖3)。在船舶企業(yè)中,啟東中遠(yuǎn)海運(yùn)海洋工程有限公司采用“分道分線”的做法,設(shè)置有不銹鋼和碳素鋼生產(chǎn)線,其中碳素鋼生產(chǎn)線根據(jù)管道的直徑又分為4條專用生產(chǎn)線,分別負(fù)責(zé)上料、噴碼、切割、坡口加工、管端打磨、下料、組對(duì)及焊接,實(shí)現(xiàn)了自動(dòng)打底、填充、蓋面的自動(dòng)控制,有效提高了效率和效益(見圖4)。南通中遠(yuǎn)川崎船舶工程有限公司(以下簡(jiǎn)稱南通中遠(yuǎn)川崎)通過中一徑和中二徑智能化管道線的改進(jìn)優(yōu)化,建立船舶管路加工智能車間,大幅度提高生產(chǎn)效率,使對(duì)應(yīng)的生產(chǎn)工序效率提高70%。

圖3 全位置MAG焊接系統(tǒng)

圖4 數(shù)字化管道加工車間
3 船舶結(jié)構(gòu)焊接機(jī)器人技術(shù)
船舶建造過程中更多是板與板的裝配連接,船體的板材裝配主要是平面裝配法和柵格裝配法。平面裝配法就是先將縱骨板與船板進(jìn)行焊接,構(gòu)成板列分段,然后再將橫向肋骨板與板列分段進(jìn)行下一步焊接;柵格裝配法就是縱骨板先與橫框架進(jìn)行預(yù)裝配,形成柵格狀,再與船體板進(jìn)行焊接。目前,船舶結(jié)構(gòu)焊接機(jī)器人主要有吊籃式焊接機(jī)器人、移動(dòng)式焊接機(jī)器人及龍門架式焊接機(jī)器人。
3.1 吊籃式焊接機(jī)器人
20世紀(jì)90年代,吊籃式多軸機(jī)器人自主焊接已在韓國(guó)投入應(yīng)用。吊籃式焊接機(jī)器人使用起重機(jī)從一個(gè)位置吊到另一個(gè)位置[8],當(dāng)?shù)踹\(yùn)至所需焊接位置時(shí),再采用尋位傳感器對(duì)引弧點(diǎn)進(jìn)行定位和焊接。大宇船廠[9]的固定六軸吊籃式焊接機(jī)器人如圖5所示。
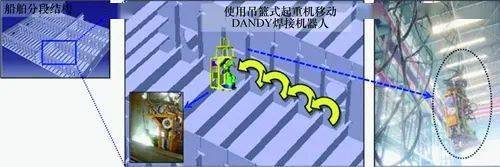
圖5 大宇船廠吊籃式焊接機(jī)器人
中船重工七一六研究所設(shè)計(jì)了一款快速、高效、柔性的導(dǎo)軌式艙室焊接機(jī)器人系統(tǒng)[10],如圖6所示。該機(jī)器人配備了模塊化導(dǎo)軌,拆卸方便,柔性較好;焊接系統(tǒng)配置了焊縫跟蹤裝置,可以實(shí)時(shí)監(jiān)測(cè)焊縫成形質(zhì)量,可針對(duì)艙室典型多段T形焊縫進(jìn)行焊接。

圖6 導(dǎo)軌式艙室焊接機(jī)器人系統(tǒng)
3.2移動(dòng)式焊接機(jī)器人
吊籃式焊接機(jī)器人適合開放式板材的連接,類似郵輪、集裝箱船、LNG船等雙層船殼結(jié)構(gòu)。雙層結(jié)構(gòu)由上部板和下部板、主梁和橫向腹板組成,大梁和腹板將雙層船體結(jié)構(gòu)劃分為若干封閉部分。在每個(gè)截面上平行布置若干縱向加強(qiáng)筋,這些縱向加強(qiáng)筋包含許多小型加強(qiáng)筋,形成U形結(jié)構(gòu)。由于受空間影響,使用吊籃式焊接機(jī)器人焊接十分不便,故需要更靈活的焊接機(jī)器人。為此,Namkug K[11]針對(duì)船舶建造過程中雙層船體的結(jié)構(gòu),設(shè)計(jì)開發(fā)了一種移動(dòng)式焊接機(jī)器人,如圖7所示。應(yīng)用結(jié)果表明,該移動(dòng)式焊接機(jī)器人能提高25%的焊接效率。

圖7?移動(dòng)式焊接機(jī)器人
德國(guó)的邁爾船廠引進(jìn)了可360°旋轉(zhuǎn)機(jī)械臂焊接機(jī)器人,如圖8所示。機(jī)器人底座安裝在行程導(dǎo)軌上,行程導(dǎo)軌由拆卸模塊構(gòu)成,方便拆卸,工人只需要先在控制面板里輸入一些參數(shù),然后啟動(dòng)程序,機(jī)器人就會(huì)開始自動(dòng)測(cè)距定位、自動(dòng)焊接和移動(dòng),可進(jìn)行平焊、橫焊、立焊及仰焊。

圖8?可360°旋轉(zhuǎn)機(jī)械臂焊接機(jī)器人
3.3龍門式焊接機(jī)器人
吊籃式和移動(dòng)式焊接機(jī)器人都能通過行車或吊車較快地被運(yùn)送到指定位置進(jìn)行焊接,但是由于大型船舶結(jié)構(gòu)對(duì)機(jī)器人的臂展和大范圍移動(dòng)的需求,所以船舶行業(yè)中龍門式焊接機(jī)器人應(yīng)用也較為廣泛。20世紀(jì)90年代,日本的NKK公司津船廠[12]就將龍門式焊接機(jī)器人應(yīng)用在小合攏生產(chǎn)線上,焊接機(jī)器人倒掛在移動(dòng)導(dǎo)軌上,導(dǎo)軌可在X、Y、Z三個(gè)方向上移動(dòng),這樣焊接機(jī)器人就變成了9個(gè)自由度。NKK公司津船廠在小合攏流水線上采用門架式多關(guān)節(jié)機(jī)器人來焊接低構(gòu)架肋板框架和平板部件,針對(duì)構(gòu)架與底板的水平角焊縫,采用門架式機(jī)器人或多臺(tái)小型機(jī)器人進(jìn)行“井”字形構(gòu)件內(nèi)水平和立向自動(dòng)角焊[13]。神戶制鋼所研發(fā)了可進(jìn)入狹小空間進(jìn)行分段焊接的龍門式焊接機(jī)器人系統(tǒng),如圖9所示,該機(jī)器人的主體倒置在運(yùn)輸裝置上,焊接時(shí)先將機(jī)器人降至分段底部,再對(duì)焊縫進(jìn)行定位,然后進(jìn)行焊接[14]。雖然該機(jī)器人實(shí)用性較好,但缺乏廣泛的應(yīng)用。相比而言,igm的龍門式焊接機(jī)器人無論是在豪華客輪、油輪、貨柜船,還是在巡洋艦的建造中,均有較高的占有率,如圖10所示。

圖9?神戶制鋼所龍門式焊接機(jī)器人
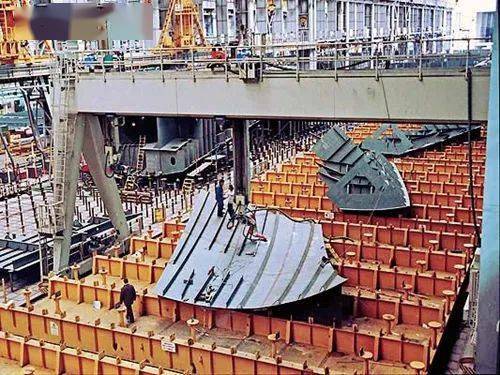
圖10?igm龍門式焊接機(jī)器人
近年來,國(guó)內(nèi)船舶企業(yè)開始逐漸引進(jìn)焊接機(jī)器人設(shè)備,2015年南通中遠(yuǎn)川崎成功投產(chǎn)了型鋼自動(dòng)生產(chǎn)線、條材機(jī)器人生產(chǎn)線、先行小組立機(jī)器人焊接生產(chǎn)線(見圖11)和小組材焊接生產(chǎn)線等4條機(jī)器人自動(dòng)化生產(chǎn)線,建成了工信部船舶制造示范智能車間。原來的型鋼生產(chǎn)線,從劃線、寫字、切割、分料都是人工操作,現(xiàn)在型鋼的劃線、切割、分料過程都由機(jī)器人完成(見圖12),生產(chǎn)效率提高2~4倍。在先行小組立生產(chǎn)線,機(jī)器人實(shí)現(xiàn)了工件的自動(dòng)背燒和出料,與傳統(tǒng)制造時(shí)鋼板需要在定盤上先全面鋪開,再裝配焊接、翻身、背燒等工序相比較,不僅提高了效率,而且減少了周期;小組立生產(chǎn)線配備的4臺(tái)焊接機(jī)器人既可單獨(dú)焊接又可相互配合,利用KCONG軟件模擬三維部材,進(jìn)行自動(dòng)化生產(chǎn),大幅度提高了生產(chǎn)效率,增加了靈活性。上海外高橋造船有限公司[15]也投產(chǎn)了小組立焊接機(jī)器人生產(chǎn)線,如圖13、圖14所示。該生產(chǎn)線在移動(dòng)式龍門架上倒置了兩臺(tái)焊接機(jī)器人,通過自主采集和分析待焊接部件、自動(dòng)規(guī)劃焊接路徑、自動(dòng)編程和焊接,采用無縫藥芯焊絲,成功地針對(duì)結(jié)構(gòu)較為復(fù)雜的小組立通用部件進(jìn)行焊接,但也同樣存在機(jī)器人焊接的漏焊、偏焊、咬邊及焊腳偏小等缺陷,需要進(jìn)行人工修補(bǔ)。

圖11?南通中遠(yuǎn)川崎小組立焊接機(jī)器人

圖12?南通中遠(yuǎn)川崎自動(dòng)化生產(chǎn)線

圖13?上海外高橋造船有限公司通用部件焊接機(jī)器人
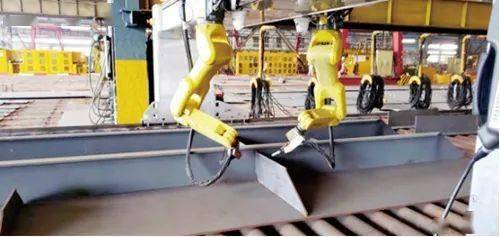
圖14?上海外高橋造船有限公司小組立生產(chǎn)線
4 船舶焊接機(jī)器人發(fā)展趨勢(shì)
目前,船舶行業(yè)更多的是先將焊接機(jī)器人固定其底座,再結(jié)合焊槍部位的尋位裝置進(jìn)行焊接,較多應(yīng)用于環(huán)形和直線形焊縫,而對(duì)曲面形、拐角形及現(xiàn)場(chǎng)三維曲線的焊接應(yīng)用較少。國(guó)外對(duì)復(fù)雜柔性焊接制造系統(tǒng)已經(jīng)開展研究,日本為了提高國(guó)際造船的競(jìng)爭(zhēng)力,提出了創(chuàng)新(Innovation)、信息(Information)、物聯(lián)網(wǎng)(IoT)等智能造船的“i-Shipping”理論構(gòu)想[16]。2012年三菱重工研發(fā)了自動(dòng)離線引導(dǎo)系統(tǒng) 3D-CAD MATES,并成功應(yīng)用于造船現(xiàn)場(chǎng),主要用于 VLCC、LPG、LNG 船型的實(shí)際作業(yè),實(shí)現(xiàn)槽型部件周圍的焊接自動(dòng)化[17]。2018年韓國(guó)現(xiàn)代重工以物聯(lián)網(wǎng)和自動(dòng)化技術(shù)為基礎(chǔ),成功開發(fā)出雙曲面彎板加工機(jī)器人系統(tǒng),配備高頻電流感應(yīng)加熱系統(tǒng)和六軸多關(guān)節(jié)機(jī)器人,該系統(tǒng)可自動(dòng)生成加熱軌跡,能夠自動(dòng)進(jìn)行3D曲面成形加工,成功解決了彎板加工流程標(biāo)準(zhǔn)化的難題,未來現(xiàn)代重工還計(jì)劃研究人工智能和更加復(fù)雜的技術(shù)。
西班牙的AIMEN技術(shù)中心[18]以庫卡焊接機(jī)器人為基礎(chǔ),開發(fā)一款基于CAD 的機(jī)器人編程和焊接參數(shù)化超柔性9自由度的焊接機(jī)器人,結(jié)合視覺定位系統(tǒng),實(shí)現(xiàn)完整生產(chǎn)無手動(dòng)操作,該柔性機(jī)器人單元無需編程,實(shí)現(xiàn)自動(dòng)焊接。美國(guó)的SSI公司和Wolf Robotics共同開發(fā)了基于Autocad 的CAD/CAM 生產(chǎn)線軟件Ship Constructor的自動(dòng)驅(qū)動(dòng)全自主焊接機(jī)器人。美國(guó)肯塔基大學(xué)結(jié)合人的智能與機(jī)器人的精確運(yùn)動(dòng)特征開發(fā)了虛擬現(xiàn)實(shí)人-機(jī)器人協(xié)同焊接,通過建立電弧長(zhǎng)度、電弧電壓和焊接電流的映射模型,開發(fā)出焊縫跟蹤算法,實(shí)現(xiàn)了不需要人親臨現(xiàn)場(chǎng)就能控制焊接,結(jié)果表明,該系統(tǒng)具有良好的實(shí)效性[19]。綜上所述,種種跡象均表明,數(shù)字化、互聯(lián)網(wǎng)化、智能化的智能造船時(shí)代即將到來。
發(fā)達(dá)國(guó)家的船舶焊接軌跡為手工焊、自動(dòng)焊、機(jī)器人焊接、智能焊接,但是現(xiàn)階段我國(guó)船舶建造過程中仍然以手工焊和自動(dòng)焊為主,機(jī)器人焊接較少,距達(dá)到智能化焊接階段還有較大的距離。我們應(yīng)集聚行業(yè)內(nèi)外重點(diǎn)企業(yè)、高等院校、科研院所、配套供應(yīng)商等開展技術(shù)需求對(duì)接,實(shí)現(xiàn)跨界融合,搭建智能船舶合作交流的平臺(tái),推動(dòng)數(shù)據(jù)資源合理共享,深入開展焊接機(jī)器人在船舶建造中的應(yīng)用研究,迅速提升適合我國(guó)國(guó)情的船舶焊接技術(shù)和裝備,推動(dòng)我國(guó)船舶行業(yè)的發(fā)展,提高我國(guó)船舶行業(yè)在國(guó)際上的競(jìng)爭(zhēng)能力,迎接數(shù)字化、互聯(lián)網(wǎng)化、智能化的智能造船時(shí)代的到來。
5 結(jié)束語
參考文獻(xiàn):
[1]毛志偉,陳記超,周少玲.差動(dòng)輪系移動(dòng)焊接機(jī)器人機(jī)構(gòu)運(yùn)動(dòng)學(xué)分析與仿真[J].熱加工工藝,2020,49(21):111-116.
[2]陳月峰,嚴(yán)得忠,程定富,等.國(guó)內(nèi)數(shù)控等離子弧切割技術(shù)的發(fā)展與應(yīng)用[J].焊接技術(shù),2017(8):1-4.
[3]高飛,石俊彪,鄒家生.船用管-管機(jī)器人打底焊工藝[J].焊接技術(shù),2016,45(6):51-53.
[4]Haocai Huang,Zhuoli Yuan,Hongbao Qian,et al.Design and analysis of a novel ship pipeline welding auxiliary device[J].Ocean Engineering,2016,123:55–64.
[5]鄒家生,金玉嵌,嚴(yán)鏗.船用管-法蘭機(jī)器人焊接工藝技術(shù)研究[J].江蘇科技大學(xué)學(xué)報(bào)(自然科學(xué)版),2009,23(1):23-26.
[7]Ting Lei,Yu Huang,Hui Wang.Automatic weld seam tracking of tube-to-tubesheet TIG welding robot with multiple sensors[J].Journal of Manufacturing Processes,https://doi.org/10.1016/j.jmapro.2020.03.047.
[8]Ang Jr. MH,Lin W,Lim SY.A walk-through programmed robot for welding in shipyards[J].Industrial Robot:An International Journal,2009,26(5):377-388.
[9]Lee JH,Hwang HS.Development of robot welding system for panel block assemblies of ship hull[J]. Okpo Ship Technologies,1998,46(2):32-40.
[10]花磊,許燕玲,韓瑜,等.大型船舶艙室多分段機(jī)器人焊接系統(tǒng)優(yōu)化設(shè)計(jì)[J].上海交通大學(xué)學(xué)報(bào),2016,50(S1):36-39.
[11]Namkug Ku,Sol Ha, Myung-Il Roh. Design of controller for mobile robot in welding process of shipbuilding Engineering[J].Journal of Computational Design and Engineering,2014,4(1):243-255.
[12]高飛,嚴(yán)鏗,鄒家生.焊接機(jī)器人在船舶工業(yè)中的應(yīng)用 [J].江蘇船舶,2009,26(3):41-44.
[13]陳家本.日本焊接機(jī)器人在船廠的開發(fā)與實(shí)用 [J].造船技術(shù),1996(6):35-38.
[14]定廣健次.造船向け大組立ロボット溶接システム[R].日本:神戶制鋼所,2017.
[15]喻軍,王羽澤,李超,等.船舶制造焊接機(jī)器人應(yīng)用關(guān)鍵技術(shù)[J].船舶與海洋工程,2019,35(6):49-53.
[16]川村竜児. 先進(jìn)安全船舶技術(shù)研究開発支援制度について-海事産業(yè)の生産性革命i-Shipping(Operation)[J].日本マリンエンジニアリング,2017(2):44-47.
[17]井上彰.自動(dòng)オフラインティーチングシステムを用いた船體ブロック溶接ロボットの実用化[C].日本:三菱重工技報(bào),2013.
[18]Alonso Ferreiraa L,Lapido Figueiraa Y,F(xiàn)ernández Iglesiasa I,et al.Offline CAD-based robot programming and welding parametrization of a flexible and adaptive robotic cell using enriched CAD/CAM system for shipbuilding[J].Procedia Manufacturing,2017(11):215-223.
[19]Qiyue Wang,Yongchao Cheng,Wenhua Jiao,et al.Virtual reality human-robot collaborative welding:A case study of weaving gas tungsten arc welding[J].Journal of Manufacturing Processes,2019(48):210-217.
[20]肖潤(rùn)泉,許燕玲,陳善本.焊接機(jī)器人關(guān)鍵技術(shù)及應(yīng)用發(fā)展現(xiàn)狀[J].金屬加工(熱加工),2020(10):24-31.
[21]趙伯楗,曹凌源,鄭惠錦,等.船舶高效焊接工藝及裝備[J].國(guó)防制造技術(shù),2010,6(3):4-10.
[22]曲慧.日本船舶工業(yè)發(fā)展現(xiàn)狀調(diào)查與分析[D].大連:大連理工大學(xué),2018.



公司概況
新聞動(dòng)態(tài)
招聘信息

掃掃微信 加入我們