





電焊怎么學?二保焊平板對接平焊操作技術
更新時間:2021-09-30 09:06:18
對于薄板對接一般都采用短路過渡。隨著工件厚度的增大,大都采用顆粒過渡,這時熔深較大,可以提高單道焊的厚度或減小坡口尺寸。對于中等厚度的鋼板,可以采用1形坡口進行雙面單層焊,也可以開坡口進行單面或雙面焊。通常CO2氣體保護焊時,坡口的印邊稍大而坡口角度較小。
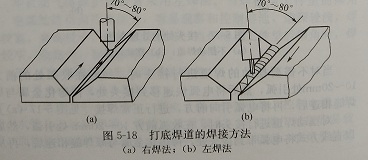
(1)打底焊。打底焊時,如果坡口角度較小,熔化的金屬容易流到電弧前面去,而產生未焊透的缺陷。在焊接時可采取右焊法,直線式移動焊槍,見圖5-18(a);當坡口角度較大時,應采用左焊法和小幅度擺動焊槍,見圖5-18(b)。當采用左焊法時,一般電弧在坡口兩側稍加停留,使熔孔直徑比間隙略大0.5~1mm,盡量保持熔孔的直徑不變,保證坡口兩側熔合良好。打底焊時要保證焊道兩側與坡口結合處略下凹,焊道表面平整,焊道厚度不要太厚。
(3)蓋面焊。蓋面焊時的擺動幅度要比填充焊時大,盡量保證焊接速度均勻,以獲得良好的外觀成形;要保證熔池邊緣超過工件表面0.5~1.5mm,并防止咬邊。




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技