在焦作電焊學校怎么學電焊?
學電焊,電焊工培訓學校,電焊工證怎么選?來洛陽吉力焊工培訓學校費用低:管道氬電聯學習3800一月(別的都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費無利息)掙錢慢:免費國外安置月薪2萬起。考焊工證2周一次,出證快不耽誤事!注:怕吃苦,懶人,事多者拒收。每月名額50人,符合條件下方報名。
焊條是涂有藥皮的供焊條電弧焊用的焊接材料。焊條電弧焊時,焊條既作電極,又作填充金屬,熔化后與母材熔合形成焊縫。因此,焊條的性能將直接影響到電弧的穩定性、焊縫金屬的化學成分、力學性能和焊接生產率等。
一、焊條的組成及作用
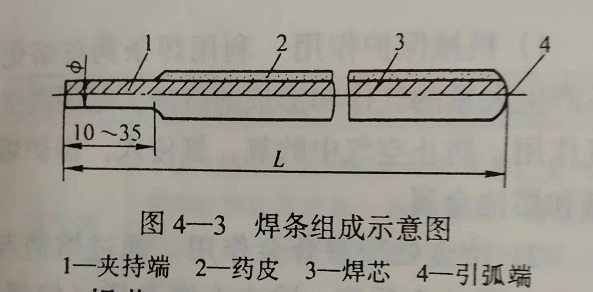
焊條由焊芯和藥皮組成,如圖4-3所示。焊條前端藥皮有45°左右的倒角,以便于引弧,在尾部有段裸焊芯,長約10~35mm,便于焊鉗夾持和導電,焊條長度一般在250~450mm之間。焊條直徑是以焊芯直徑來表示的,常用的有 ∮2、 ∮2.5、 ∮3.2、 ∮4、 ∮5、 ∮6等幾種規格。
1.焊芯
(1)焊芯的作用焊條中被藥皮包覆的金屬芯稱為焊芯,焊芯一般是一根具有一定長度及直徑的鋼絲。焊接時焊芯有兩個作用:一是傳導焊接電流,產生電弧把電能轉換成熱能;二是焊芯本身熔化作為填充金屬與液體母材金屬熔合形成焊縫。
焊條電弧焊時,焊芯金屬約占整個焊縫金屬的50%~70%。所以焊芯的化學成分直接影響焊縫的質量。做焊芯用的鋼絲都是經特殊冶煉的,這種焊接專用鋼絲用作制造焊條,就是焊芯。如果用于埋弧焊、氣體保護電弧焊、電渣焊、氣焊作填充金屬時,則稱為焊絲。
(2)焊芯的分類及牌號焊芯應符合國家標準CB/T14957-1994《熔化焊用鋼絲》及YB/T5092-1996《焊接用不銹鋼焊絲》,用于焊芯的專用鋼絲可分為碳素結構鋼、合金結構鋼、不銹鋼等三類。
焊芯的牌號編制方法為:字母“H”表示焊絲;“H”后的一位或兩位數字表示含碳量;化學元素符號及其后的數字表示該元素的近似含量,當某合金元素的含量低于1%時,可省略數字,只記元素符號;尾部標有“A”或“E”時,分別表示為“優質品”或“高級優質品”,表明硫、磷等雜質含量更低。
2.藥皮
壓涂在焊芯表面上的涂料層稱為藥皮。焊條藥皮在焊接過程中起著極為重要的作用,是決定焊縫金屬質量的主要因素之一。生產實踐證明,焊芯和藥皮之間質量要有一個適當的比例,這個比例就是焊條藥皮與焊芯(不包括夾持端)的質量比,稱為藥皮的質量系數,用K表示。K值一般在40%~60%之間。
(1)焊條藥皮的作用
1)機械保護作用利用焊條藥皮熔化后產生大量的氣體和形成的熔渣,起隔離空氣作用,防止空氣中的氧、氮侵入,保護熔滴和熔池金屬。
2)冶金處理滲合金作用通過熔渣與熔化金屬冶金反應,除去有害雜質(如氧、氫、硫、磷等)和添加有益元素,使焊縫獲得合乎要求的力學性能。
3)改善焊接工藝性能焊接工藝性能是指焊條使用和操作時的性能,它包括穩弧性、脫渣性、全位置焊接性、焊縫成形、飛濺大小等。好的焊接工藝性能使電弧穩定燃燒、飛濺少、焊縫成形好、易脫渣,熔敷效率高,適用全位置焊接等。
(2)焊條藥皮的組成焊條藥皮是由各種礦物類、鐵合金和金屬類、有機物類及化工產品等原料組成。藥皮組成物的成分相當復雜,一種焊條藥皮的配方,一般都由八九種以上的原料組成。焊條藥皮組成物按其在焊接過程中的作用可分為穩弧劑、造渣劑、造氣劑、脫氧劑、合金劑、稀釋劑、粘結劑及增塑、增彈、增滑劑八大類。
(3)焊條藥皮的類型為了適應各種工作條件下材料的焊接,對于不同的焊芯和焊縫要求,必須有一定特性的藥皮。藥皮材料中主要成分不同,焊條藥皮的類型也不同,其操作工藝性能和其他性能及特點也不同。如焊芯牌號相同,涂的藥皮類型不同,則焊條的性能也不同。