





泥漿管道下向焊【山西晉中項目】
更新時間:2016-05-26 09:50:31
洛陽吉力電焊工培訓學校自2014年與山東正泰工業安裝工程有限公司共同合作完工的國內赤泥管道下向焊明星工程:【三門峽東方希望鋁廠長輸管道】后,加速了國內赤泥管道半自動下向焊技術推廣。2015年冬,山西晉中東方希望鋁廠赤泥管道下向焊接開工,洛陽吉力電焊工培訓學校提供項目部:管道焊接設備,焊接材料,焊工勞務,截止2016年5月初,順利配合項目部完成管道焊接作業。

相關介紹
1 一、工程概況 1.1工程名稱:東方希望晉中鋁業有限公司赤泥管道輸送工程 1.2工程地點:山西省晉中市靈石縣南關鎮仁義村 1.3工程簡介:本項目赤泥管道始于廠區隔膜泵房出口法蘭,終端進入壓濾車間緩沖槽。管線全長約3公里,廠區至壓濾車間共有3條管道,(1)赤泥輸送管道規格為φ508*9.52,材質為X60。 (2)赤泥回水管道規格為φ530*12,材質為Q235-A。(3)壓濾車間給水管道規格為φ89*4,材質為20#。焊接工藝參數的選擇:
采用纖維素焊條電弧焊+自保護藥芯焊絲半自動焊下向焊,可分為:根焊、熱焊、填充焊和蓋面焊,每層焊縫均由兩名焊工對稱施焊,其焊接工藝參數如下: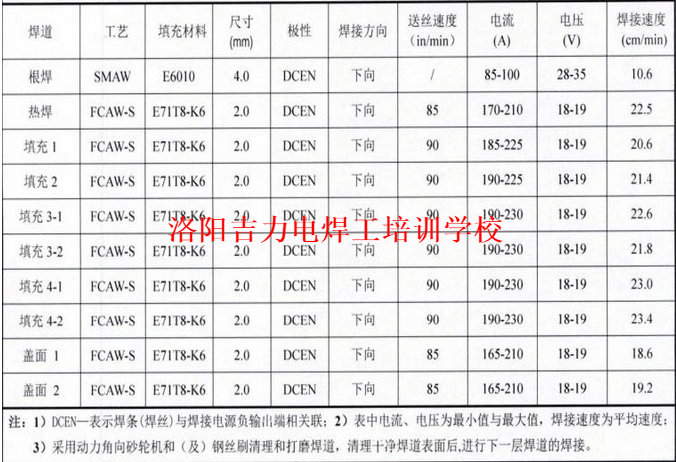
繼2014年三門峽赤泥管道項目,洛陽吉力電焊工培訓學校同時為4個施工標段提供焊工勞務,設備材料等焊接配套服務的實力。此次施工項目部首先聯系到洛陽吉力的老搭檔:姚長應項目經理。經過洽談,繼續三門峽赤泥管道焊接方案合作,洛陽吉力電焊工培訓學校將和以往一樣:為工程焊接提供焊工,焊機,焊材等全套現場服務。
焊縫表面質量要求:
施焊后的焊縫,按《管道下向焊焊接工藝規程》(SY/T4071-93)規定,應清除熔渣、飛濺物等雜物,焊縫表面不得有裂紋、未熔合、氣孔和夾渣等缺陷;咬邊深度≤0.5mm,在任何長300mm 焊縫中兩側咬邊累計長度≤50mm;焊縫余高0.5~2.0mm,個別部位(管底部處于時鐘5~7時位置)不超過3mm,且長度不超過50mm;焊縫寬度比坡口每側增寬0.5~2.0mm為宜
無損檢驗: 委托具有資質的檢測單位對管道焊縫進行100% 超聲波檢測并出具報告,管道焊口符合二級焊口標準。
洛陽吉力電焊工培訓學校與晉中東方希望赤泥管道項目部歷經16年新年,直至16年4月底,完成主管線全部下向焊工程。再次受到了業主單位的好評與嘉獎。





地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技