





學電焊證需要多少錢
更新時間:2024-11-07 09:20:15
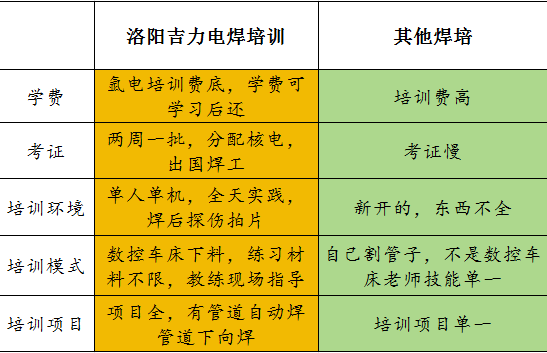
學電焊,高等焊工進修,來洛陽吉力焊培,費用低:管道氬電聯學習3.8K一月,技術高:學好畢業分配做焊培老師,沒有錢:(先學習畢業后交費),掙錢慢:免費安置月薪九千起,出國2W起。考焊工證2周一次,出證快不耽誤事!

影響焊接變形的因素
焊接結構制造中產生的變形是個很復雜的問題,涉及的具體因素雖然很多,但總體來講,影響焊接變形的主要因素無非是材料、結構和制造這三大因素。
1.金屬材料的熱物理性能
金屬材料的熱物理性能對焊接變形有一定的影響,這種影響是材料本身特性引起的,也與工藝因素有關。通常材料的線膨脹系數越大,則焊接時產生的塑性變形就越大,冷卻后縱橫向收縮也越大。如不銹鋼和鋁的線膨脹系數都比低碳鋼大,因而焊后變形也大。熱導率大
的金屬,焊后的變形較大,鋁及其合金即屬此類。
2.施焊方法和焊接參數
不同施焊方法引起的收縮量不同。當焊件的厚度相同時,單層焊的縱向收縮量要比多層焊收縮大,這是因為多層焊時,先焊焊道冷卻后阻礙了后焊焊道的收縮。分段退焊比直通焊收縮小,這是因為前者使焊件溫度分布比較均勻、產生壓縮塑性變形比較分散的緣故。
焊接參數的影響主要表現為熱輸人。一般規律是,隨著熱輸人的增加,壓縮塑性變形區擴大,因而收縮量增大。
3、焊縫的長度及其截面積
焊縫的長度和截面積的大小對收縮量有很大影響。一般來說,焊縫的縱向收縮量隨著焊縫長度的增加而增加,而焊縫的橫向收縮量隨著焊縫寬度的增加而增加。橫向收縮量還與板厚、坡口形式及接頭形式有關。在同樣厚度條件下,V形坡口比X形坡口收縮量大,對接焊縫的橫向收縮量比角焊縫大。




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技