





氬弧焊和氬電聯焊的區別在哪
更新時間:2024-12-27 10:14:26
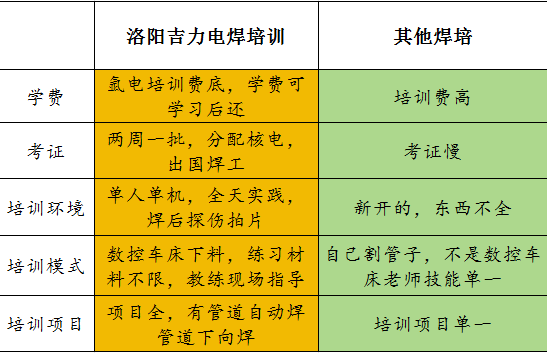
學電焊,高等焊工進修,來洛陽吉力焊培,費用低:管道氬電聯學習3.8K一月,技術高:學好畢業分配做焊培老師,沒有錢:(先學習畢業后交費),掙錢慢:免費安置月薪九千起,出國2W起。考焊工證2周一次,出證快不耽誤事!

異種金屬的焊接方法及其填充金屬的選擇
(1)焊接方法的選擇由于兩組金屬存在合金相結構和物理性能上的差異,采用的焊接方法不同,所形成的焊接接頭組織也就有所不同。選擇哪種焊接方法,主要是看焊縫接頭申是否形成金屬間化合物的異種金屬組合。
如果燥后術形成任何金屬間化合物的鼻種金屬組合,對各種焊接方法適應性最強;相反,就要考慮選擇哪種焊接方法最理想,以確保焊接接頭性能和使用性能。異種金屬焊接,常用的焊接方法有:
1) 熔焊熔焊時,兩種母材金屬都要熔化,焊縫金屬受母材的稀群作用是很明顯的。選用哪種蜂焊方法,都要控制稀釋率,稀釋率越小越好。一般米說:如條電弧焊稀釋率在30%以下;熔化極氣體保護焊稀釋率在10%~50%之間;埋弧自動焊的稀釋率根據焊接工藝參數的變化,可在10%~75%內變動。
由于焊條電弧焊的稀釋率(即熔合比的表達方式)比較小,靈活性較大,適用范圍廣,在異種金屬焊接中應用極為廣泛。
2)壓焊 壓焊時,基體金屬(被焊金屬)通常并不熔化,稀釋率很小,適宜異種金屬焊接。壓焊在一般情況下不需添加填充金屬。如果需在異種金屬間放置金屬夾層,就變成了介于壓力焊與熔焊之間的一種焊接方法。通過某種熱源夾層金屬被熔化,母材金屬達熔融狀態。然后加壓將液態金屬擠出,仍以固態結合而形成接頭,減小高溫對金屬的有害影響,大大提高了異種金屬的焊接質量,擴大了異種金屬的應用范圍。
壓焊有電阻焊、擴散焊、摩擦焊及爆炸焊等。其中電阻焊是最常用的一種。




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技