





河南氬弧焊培訓多少錢
更新時間:2025-01-03 10:46:23
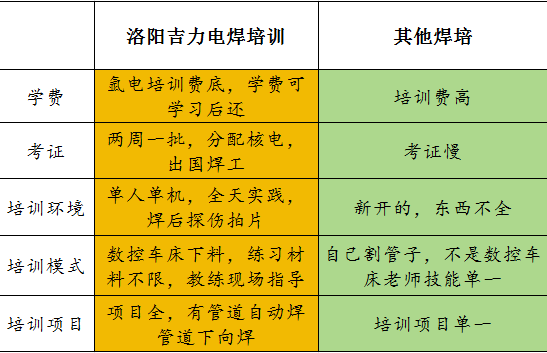
學電焊,高等焊工進修,來洛陽吉力焊培,費用低:管道氬電聯學習3.8K一月,技術高:學好畢業分配做焊培老師,沒有錢:(先學習畢業后交費),掙錢慢:免費安置月薪九千起,出國2W起。考焊工證2周一次,出證快不耽誤事!

預熱及后熱處理
對大部分珠光體鋼來說,焊后都存在不同程度的淬火傾向,易出現裂紋。只要兩種被焊鋼材其中之一的含碳量大于0.3%或碳當量大于0.45%時,就必須進行燥前預熱,以防止產生裂紋。
不同珠光體鋼焊時的預熱溫度可參考表7-9確定,同時,也要考慮到化學成分,被焊件厚度和拘束條件以及環境溫度等因素的影響。
后熱處理對珠光體鋼焊接接頭,特別是對有淬火傾向的珠光體鋼焊接接頭來說,可以改善焊縫金屬與近縫區金屬組織和性能,消除或減小大厚構件中的殘余應力,保持構件幾何尺寸的精度,提高耐熱鋼在高溫使用時的抗裂性。表7-9所推薦的回火處理溫度,可使焊縫和近縫區(熔合線、熱影響區及粗晶區)具有良好的力學性能,同時減小了焊接殘余應力。
對不同珠光體鋼焊接接頭進行回火時,應做到下列要求。(1)對焊后需立即回火的構件,為減小焊接變形,爐溫不應
低于450°C。
(2)回火時的升溫速度每小時不應大于200°C。
(3)在回火的保溫過程中,大件、厚件溫差≤士20°C。
(4)為了消除、減小構件中的熱應力科變形,冷卻速度每小時不得大于200°C。
(5)焊后不能立即進行回火處理時,要及時進行后熱處理(先將被焊件加熱到 200~350°C,保溫2~6h)。
(6)對有強烈淬火傾向的珠光體鋼焊件,焊后必須立即回火處理。




地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技