氬弧焊焊接工藝
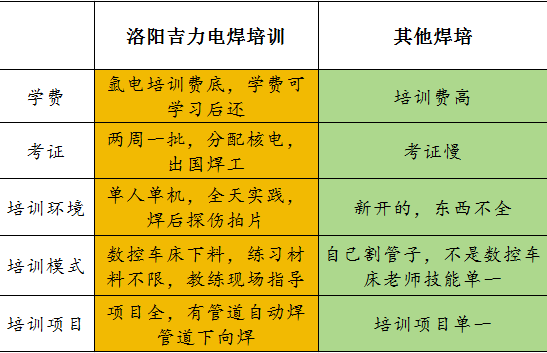
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
焊件焊前的準備工作焊件焊前的準備工作很重要,工作好壞是決定焊接接頭質量的關鍵。因此,為了保證焊縫的單面焊雙面成型質量,焊前一定要認真做好各項焊前準備工作,焊前的準備工作主要有以下幾項:焊件的表面清理:焊件組對前要對焊件單側坡口邊緣的油、污、銹及氧化皮清除掉,保證焊件單側坡口邊緣10-20mm左右范圍內露出金屬光澤。
焊件的裝配:焊件組對前要認真檢查已加工好的焊件、坡口角度和鈍邊厚度是否符合規范要求,如達不到規范要求,應按規范要求進行打磨修復,然后再進行組對。焊件組對點固焊接時,對于管徑較小的焊面成型實用方法組對固定有一定困難,為了防止焊件組對件時產生錯口,一般組對時都采用一小段角鐵或 槽鋼點固在工作臺上,然后把焊件放在角鐵。
而且不會產生錯口。槽鋼內進行組對。這種組對方法,焊件的固定對于管徑較大的焊件,一般組對時都采用對口器或管卡進行組對,避免焊件組對時產生錯口。焊件的點固焊:把焊件的對口間隙調整到略大于規范間隙,留出點固焊后焊縫間隙產生的收縮量,然后進行點固焊。三好壞是焊件的點固焊位置與點數:一般保證焊51mm~φ133mm的焊件,點固焊以2點認真做為宜,焊件的點固焊長度約在5~6mm;主要有159mm~φ219mm 的焊件,點固焊以3點為宜,焊件的點固焊長度約10mm;要對焊φ377mm~中720mm 的焊件,點固焊以4~皮清除m左右6 點為宜,焊件的點固焊長度約40~60mm。
不同管徑的焊件點固焊位置,焊件點固焊完成后,要用角向磨光機 把焊件點固焊處形成的焊縫兩頭磨成斜坡形,是否符以便焊縫焊接時方便焊縫的碰頭與接頭,防止規范要焊縫的碰頭與接頭處熔不透而產生缺陷。焊條焊前必須按規范要求進行烘干小的焊一般酸性焊條烘干溫度為200-250℃,保溫1~2h后方可使用,堿性焊條烘干溫度為300~350℃,保溫2h后方可使用。烘干后的焊條使用時必須放在焊條保溫筒內,隨用隨拿。
焊件壁厚δ=5.0-3.5mm 的焊件,焊縫焊接層數為兩層,分根部焊接與蓋面焊接,沒有填充焊接。焊件壁厚δ=6~10mm的焊件,焊接層數為三至四層,分根部焊接與填充蓋面焊接。