洛陽焊工培訓學校
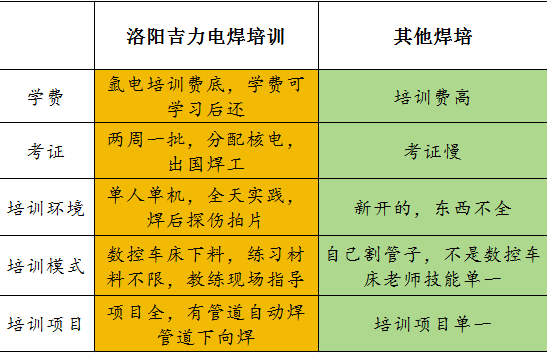
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
立焊位的運條方法其實這里指的焊縫立焊位并非是真正的立焊位,它是由環形焊縫中的4位置隨著焊縫的圓形弧度逐漸過度到焊縫中的3焊接位置和2焊接位置,只有環形焊縫中3焊接位置這一小愛焊縫真正屬于立焊位的。根部焊接時,3焊接位置就是下半部焊縫與上半部焊縫改變焊接位置的分界點。
下半部焊縫4一3的焊接位置,焊接時熔滴過渡到焊縫背面的方向與熔池的重力方向之間的夾角隨著焊接的進行在逐漸地增大至90°,而上半部焊縫3-2的焊接位置,熔滴過渡到焊縫背面的方向與熔池重力方向夾角由90°不斷在減小。因此,此段焊縫根部焊接,焊接熔池重力對熔滴過渡到焊縫背面的阻力影響只是較小的一段。
針對上述的焊接特點,焊接時選用小鋸齒形運條方法,利用焊接時停留在焊縫根部坡口兩側鈍邊的時間長短和焊條在運條過程中對焊縫中心輸入的熱量多少,進行調整焊接熔池溫度,焊縫根部焊接立焊位選擇此種運條方法的。特點是焊接電弧短,焊接時電弧產生的氣體吹力可在運條中進行集中或分散,從而調整焊接熔滴被送人到焊縫背面的多少,達到規范的焊縫背面成型寬度與高度。另外,此種運條方法,焊接時對焊接熔池溫度和熔池表面張力控制能力強,同時還具備防止焊接時熔池產生下墜和焊縫背面填充金屬過多,而產生焊瘤等優點。
上爬坡焊接位置處于環形焊縫中上半部,介于焊縫中立焊位與平焊位之間。此種焊縫隨著焊件圓形自然弧度向上。此段焊接位置根部焊接時存在的特點:焊接電弧氣體吹力方向和熔滴過渡方向與焊接熔池產生的重力方向夾角逐漸減小,而且焊接時焊條沿著焊縫的圓形弧度進行焊接,焊縫的焊接位置也在不斷的變化,隨著焊接的進行,電弧吹力方向、熔滴過渡方向、熔池重力方向接近于同一方向。因此,此段焊縫根部焊接時,焊接電弧產生的氣體吹力與焊接熔滴過渡方向大致相同,這就使焊接時電弧產生的氣體吹力會助長和加速焊接熔池在自身重力下產生下墜。