





氬弧焊培訓(xùn)哪里好
學(xué)電焊,電焊工培訓(xùn)學(xué)校,電焊工證怎么選?來(lái)河南吉力電焊培訓(xùn)學(xué)校費(fèi)用低:管道氬電聯(lián)學(xué)習(xí)3800元一個(gè)月(別的學(xué)校都6/7千)技術(shù)高:學(xué)了高級(jí)管道下向,管道自動(dòng)焊畢業(yè)分配別的學(xué)校做焊培老師(他們都沒(méi)見(jiàn)過(guò))沒(méi)有錢:(先學(xué)習(xí)畢業(yè)后交學(xué)費(fèi))掙錢慢:免費(fèi)國(guó)外安置月薪2萬(wàn)起。考焊工證一周一次,出證快不耽誤事! 
無(wú)電弧單面焊雙面或型實(shí)用方法保持熔合焊縫上端坡口表面母材棱角線0.5~1.0mm,第二道焊道焊接方法及成型寬度、厚焊縫蓋面焊接第二道焊道焊接焊條沿看第一通焊焊糖蓋面焊樓P0.5-1.0焊條件表面母材1.0~角線0.5-1.0mm2.0mm第二道焊道焊接方法及成型寬度、厚度第二道焊道焊接方法;第二道焊道成型寬度、厚度焊件壁厚 δ=6.0~10mm,51mm~159mm 的焊件蓋面焊接由于管壁厚度的增加,焊縫的坡口寬度也在增加。因此焊縫蓋面焊接時(shí),要求形成的焊縫寬度也隨之增加。為了達(dá)到焊縫成型寬度和焊道與焊道之間搭接過(guò)渡均勻,蓋面焊接可進(jìn)行三道焊道焊接或四道焊道焊接。焊縫蓋面焊接,第一道焊道和最后一道焊道采用橫向一字形往復(fù)微量前后擺動(dòng)運(yùn)條方法進(jìn)行焊接。蓋面焊縫的中間焊道采用斜拉小鋸根部煤總齒型微量橫向擺動(dòng)運(yùn)條方法進(jìn)行焊接,采用這兩種運(yùn)條方法進(jìn)行焊接的目的如下。
第一道焊道和最后一道焊道采用橫向一字形往復(fù)微量前后擺動(dòng)運(yùn)條方法進(jìn)行焊接,是避免蓋面焊縫兩側(cè)焊道成型過(guò)寬與過(guò)高,造成焊縫兩側(cè)形成的焊道產(chǎn)生下墜,焊縫的下端坡口邊緣產(chǎn)生夾角和上端坡口邊緣產(chǎn)生咬邊。因此,焊縫兩側(cè)的焊道成型窄而薄為好。中間焊道采用斜拉小鋸齒形微量橫向擺動(dòng)運(yùn)條方法進(jìn)行焊接,是為了增加中間焊道的成型寬度與高度,從而達(dá)到蓋面焊縫兩側(cè)焊道低、中間焊縫焊道略有凸起,達(dá)到一個(gè)圓滑表面成型過(guò)渡的焊縫表面成型,中間焊道焊接采用斜拉小鋸齒形微量橫向擺動(dòng)運(yùn)條進(jìn)行焊接的特點(diǎn):可根據(jù)需要成型寬度與高度,控制焊條斜拉橫向的焊接運(yùn)條速度,最終達(dá)到一條完美的焊縫。
第一道焊道蓋面焊接的起焊點(diǎn)位置、引弧方式、焊接方法均與壁厚δ=3.5-5.0mm、51mm159mm焊件蓋面焊接方法相同。第一道焊道蓋面焊接,焊條的中心對(duì)準(zhǔn)填充焊縫表面下坡口的棱角線上端邊緣壓低電弧,然后焊條沿著下坡口的棱角線進(jìn)行焊接,保持的焊接速度要使形成焊道的寬度占蓋面焊縫寬度的 2/5,焊道高度應(yīng)始終控制在高出焊件母材表面1.0mm左右。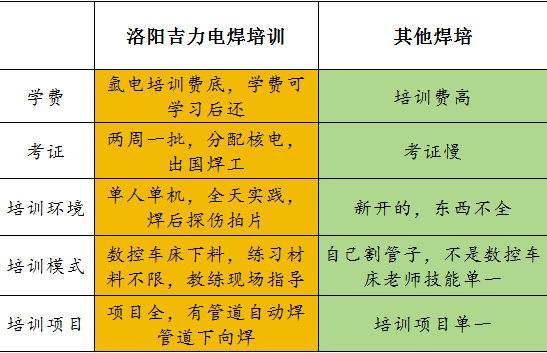



公司概況
新聞動(dòng)態(tài)
招聘信息

掃掃微信 加入我們