氬弧焊培訓資料
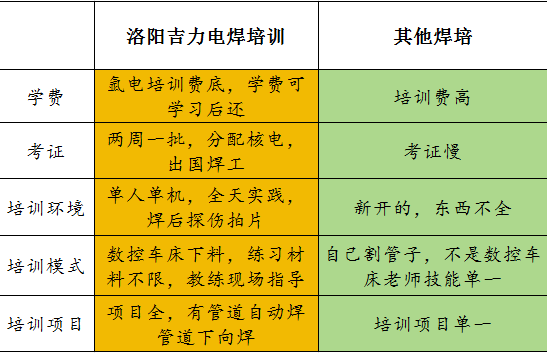
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
焊條爆弧點位置焊縫起頭焊接位置料45°小雪焊接與焊縫接頭焊接示意圖仰棵那位焊縫起頭焊接與焊腱接頭焊樓示意圖斜45小管,平焊部位縫收口仰焊部位起頭焊接及平焊位接頭焊接要急于壓低焊接電弧進行焊接,先要把引燃的焊接電弧長度稍拉長些,然后在保持焊接電弧不熄滅的狀態下,利用焊接電弧產生的熱量,對焊縫的起頭焊接處進行預熱。在焊接電弧對焊縫的起頭焊接處進行預熱的同時,要保持焊條前端熔化產生的熔滴,不要與焊縫表面金屬相接觸,而墜落到焊縫的下方。當在對焊縫起頭焊接處進行預熱時發現,焊縫起頭焊接處表面金屬開始有熔化跡象,同時焊條燃燒已達到正常時,焊條迅速對準焊縫的起焊點位置上端坡口邊緣壓低電弧。
然后焊條保持水平方向運條,運至焊縫的下端坡口邊緣。同時,待熔池形成的焊縫厚度達到低于焊縫表面母材高度0.5~1.0mm時,焊條沿焊縫的傾斜角度焊接方向保持水平橫向斜拉左右擺動運條,此時焊縫的起頭焊接完成。焊縫始終采用此種運條方法進行焊縫的全部焊接位置焊接,焊接時保持的焊縫厚度要始終低于焊件母材表面高度0.5~1.0mm。
焊條沿焊縫的傾斜角度,焊縫的焊接方向,始終保持水平橫向斜拉左右擺動運條進行焊接焊點位置距離斜45°小管、斜45°小管、仰焊位焊縫仰焊位焊縫C焊條引弧點位置焊縫起焊點位置熔滴0.5-1.0+ 填充焊填充焊接時的起頭焊接方法(a)起焊點、引弧點位置,(b)運條方法;(c)焊縫成型高度大管焊件填充焊接方法焊件仰焊位與平焊位采用多道焊進行焊接,運條方法采用直線形往復運條或近似于直線形的水平橫向微量斜拉前后擺動往復運條進行焊接。其他焊接位置采用單道焊進行焊接,焊條運條方法采用水平橫向斜拉左右擺動成鋸齒形運條方法進行焊接。