氬電聯焊推薦哪家學校
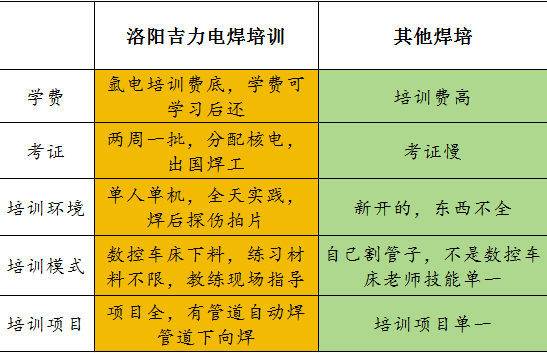
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
焊件點固焊完成之后,要用角向磨光機對點固焊縫的兩端碰頭處和接頭處進行打磨,點固焊縫兩端要求打磨出的形狀為斜坡形,斜坡形的長度為2.5mm左右,斜坡形前端保留的厚度與焊件坡口鈍邊厚度相同,斜坡形的寬度與點固焊縫寬度相同。焊條的準備焊前焊條必須按規定的溫度進行烘干,否則將使焊縫內容易產生氣孔。一般酸性焊條烘干溫度為200-250℃,保溫1~2h,堿性焊條烘干溫度為300~350℃,保溫 2h。烘干后的焊條必須放在焊條保溫筒內,隨用隨拿。焊縫焊前要認真檢查焊條有無偏心,焊條前端藥皮是否完好,如藥皮破損可先在廢板上燃燒一段,然后再進行正式焊接。焊機接地線焊機接地線必須牢固地夾在工作臺上,否則接觸不良。焊縫在焊接過程中,焊接電流不穩定將影響焊接質量。使用直流焊機時,為了防止磁偏吹,接地線應卡在焊件中間。
根部焊接方法采用2.5mm 焊條斷弧焊法焊接:填充與蓋面焊接方法采用中3.2mm焊條連弧焊法焊接。焊接層數為三層,分焊縫根部焊接與焊縫填充和蓋面焊接。焊縫焊接電流:焊縫根部焊接采用2.5mm 酸性焊條進行焊接時,使用焊接電流 I=70-80A,工作電壓范圍不要求,焊接速度可變。焊縫根部焊接采用φ2.5mm堿性焊條進行焊接時,使用焊接電流1=80-90A,工作電壓范圍不要求,焊接速度可變。填充與蓋面焊接使用的焊接電流相同,焊接采用3.2mm 酸性焊條進行焊接時,使用焊接電流I=140~150A,工作電壓范圍不要求,焊接速度可變。焊接采用中3.2mm堿性焊條進行焊接時,使用焊接電流1=150~160A,工作電壓范圍不要求,焊接速度可變。焊縫焊接時的焊條角度:酸性焊條與堿性焊條根部焊接時焊條角度相同;