





焊條電弧堆焊及其特點
更新時間:2023-04-04 15:29:40
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800一月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
焊條電弧堆焊及其特點
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800一月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事!
 一、堆焊及其特點
一、堆焊及其特點
堆焊是用焊接的方法將具有一定性能的材料堆敷在焊件表面上的一種工藝過程。其目的不是為了連接焊件,而是在焊件表面獲得耐磨、耐熱、耐蝕等特殊性能的熔敷金屬層,或是為了修復磨損或增加焊件的尺寸。堆焊除可顯著提高焊件的使用壽命、節省制造及維修費用外,還可縮短修理和更換零件的時間,減少停機、停產的損失,從而提高生產率,降低生產成本。因此,堆焊是機械工業中的一種重要的制造和維修工藝方法,廣泛地應用于各行各業的制造及修理工作中。
焊條電弧堆焊的特點是方便靈活,成本低,設備簡單,但生產率較低,勞動條件差,只適于小批量的中小型零件的堆焊
二、堆焊工藝
堆焊時必須根據不同要求選用不同的焊條。修補堆焊所用的焊條成分一般和焊件金屬相同。但堆焊特殊金屬表面時,應選用專用焊條,以適應焊件的工作需要。
不同堆焊工件和堆焊焊條要采用不同的堆焊工藝,才能獲得較滿意的堆焊質量。堆焊前,對堆焊處的表面必須在仔細地清除雜物、油脂等后,才能開始堆焊。在堆焊第二條焊道時,必須熔化第一條焊道的1/3-1/2寬度,這樣才能使各焊道間緊密地連接,并能防止產生夾渣和未焊透等缺陷。
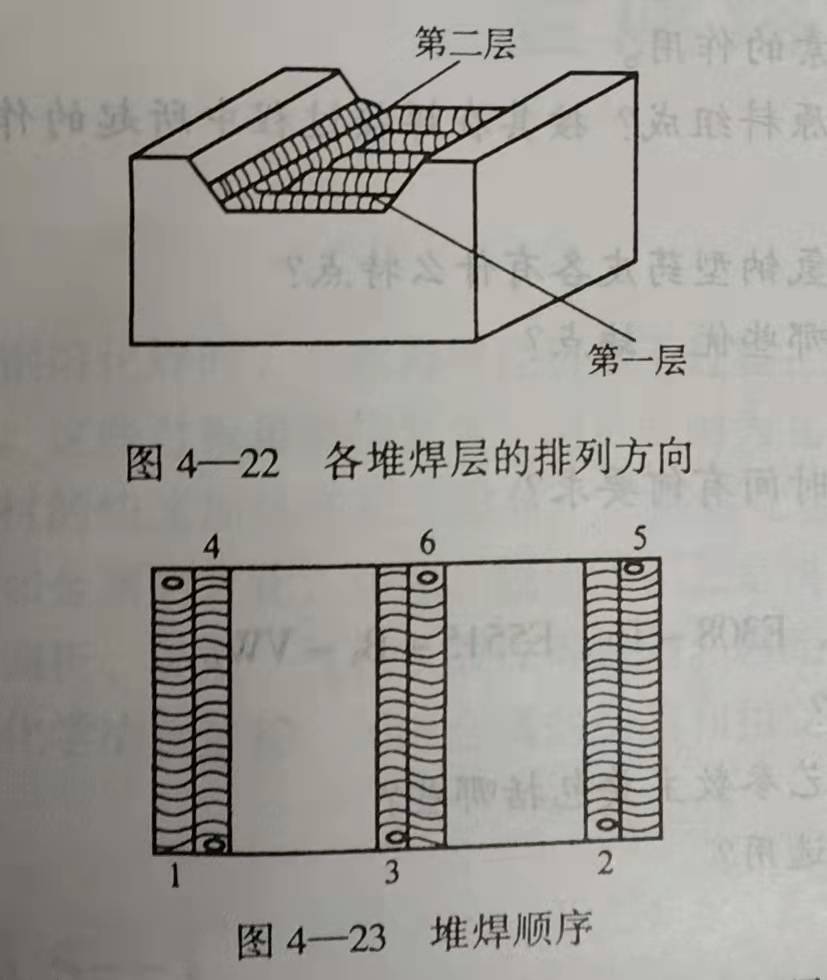
當進行多層堆焊時,由于加熱次數較多,且加熱面積又大,所以焊件極易產生變形,甚至會產生裂紋。這就要求第二層焊道的堆焊方向與第一層互相成90°(見圖422),同時為了使熱量分散,還應注意堆焊順序(見圖4-23)。





地址:河南省洛陽市吉利區南陳村站牌向西200米 備案號:豫ICP備16037819號
技術支持:恒凱科技