





洛陽吉力電焊學(xué)校:K-TIG 深熔氬弧焊真的那么厲害嗎?
洛陽吉力電焊學(xué)校
原因
在管道和壓力容器產(chǎn)品的生產(chǎn)中,中厚板碳鋼和不銹鋼焊接非常廣泛。根據(jù)實(shí)際生產(chǎn)情況,最常用的埋弧焊、氬弧焊和等離子三種焊接工藝。但這三種常規(guī)工藝都有很大的局限性。
埋弧焊:無法實(shí)現(xiàn)單面焊雙面成型,必須反面氣刨清根,生產(chǎn)效率低
氬弧焊:熔深淺,熔敷率低,必須開坡口多層多道焊,生產(chǎn)效率低
等離子:設(shè)備要求高,對工件組對要求高,表面焊道窄,系統(tǒng)性價比低
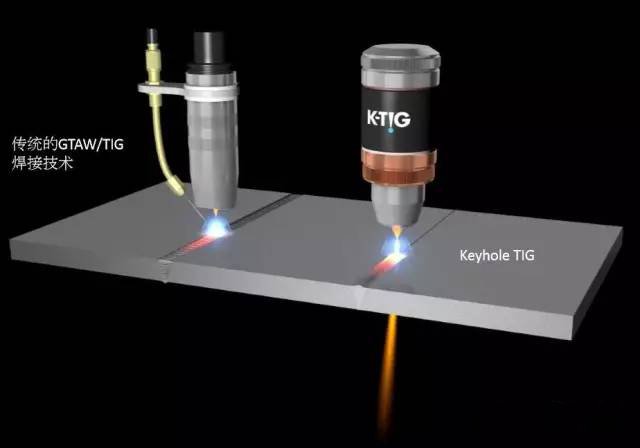
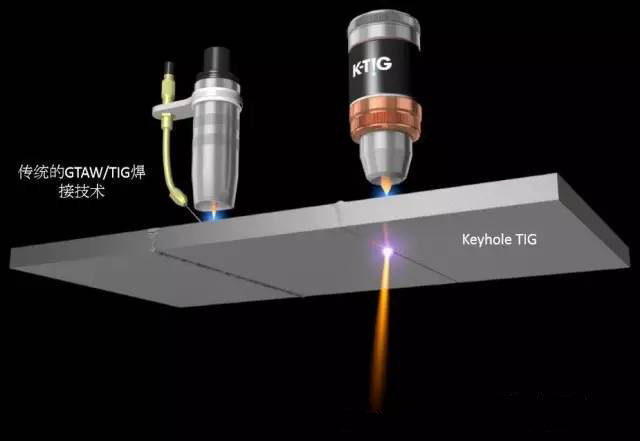
針對傳統(tǒng)工藝存在的局限性,結(jié)合了等離子和氬弧焊的優(yōu)點(diǎn),已經(jīng)研究開發(fā)出K-TIG焊接工藝,即鎖孔高效熔深氬弧焊。
K-TIG 深熔氬弧焊介紹
K-TIG 深熔氬弧焊是一種新型的自動氬弧焊焊接系統(tǒng)。高效深熔弧焊與小孔等離子焊接的原理有本質(zhì)區(qū)別,等離子焊接需要壓縮電弧,焊接能量密度很高,而高效深熔弧焊焊接電弧不經(jīng)過壓縮,主要是靠電流形成的電弧力與液體金屬靜壓力、表面張力保持熔池的動態(tài)平衡。
這種動態(tài)平衡的保持是高效深熔弧焊焊接工藝的關(guān)鍵,所以高效深熔氬弧焊是焊接特殊金屬(熔融金屬粘度大)中厚板的理想方法。
由于這種焊接方法的物理機(jī)制,它非常適合焊接低熱傳導(dǎo)的材料,如不銹鋼、鎳基合金、鈦合金、鋯合金及鈷合金等。這些較貴的金屬要求高的焊縫質(zhì)量和成形,高效深熔氬弧焊焊接能提供高的焊接質(zhì)量和效率,其焊縫為100%的母質(zhì)層,沒有多條融合線,完全消除了夾渣、氣孔以及常見的焊縫缺陷。高效深熔弧焊的無波紋焊接熔池保證了蓋面層與打底層的超高質(zhì)量,完全不需要背面清根、表面拋光與打磨。
k-TIG焊接系統(tǒng)功能特點(diǎn)
1.焊接實(shí)現(xiàn)自動化。
2.操作簡單。
3.焊接速度快,速度是普通TIG/GTAW的5-10倍以上。
4.在一定厚度下,焊接工件不用開坡口,能實(shí)現(xiàn)單面焊雙面成型,焊縫美觀,變形量小,背面不用清根。
5.背面焊縫寬度2-3毫米,正面焊縫寬度通常為板厚度的1.5倍左右。
6.單面焊雙面成型,不需開坡口和添加焊材便可實(shí)現(xiàn)凸焊縫,必要時可同步蓋面。
7.焊接容錯率高,在一定厚度下,焊接工件的間隙及錯邊量可達(dá)2毫米。
8.焊接包括碳素合金鋼,不銹鋼,鈦合金,鎳基合金鈷合金和鋯等材料,能保證超常的焊接速度和質(zhì)量。
9.焊接效率高,能耗低。
10.設(shè)備維護(hù)成本低。

典型應(yīng)用情況
總的來看,深熔氬弧焊在16mm鈦,14mm鋯,13mm奧氏體不銹鋼,哈氏合金,鎳鉻鐵合金和各種鎳鈷合金以及9mm導(dǎo)電材料(如鐵素體鋼和碳鋼)中實(shí)現(xiàn)了單面焊雙面成型。
在焊接速度為250-300mm/min時,可以一次焊透14mm以下不銹鋼,接頭形式為平板對接不填絲焊。
如果焊接3mm的不銹鋼板,其焊接速度高達(dá)1m/min,由于k-TIG焊的熱輸入較大,一般采用平焊位置施焊,無需開坡口,焊接時一般不用添加焊絲。但總的來說,目前焊接薄板確實(shí)不是很理想,難以獲得動態(tài)平衡的穿透性熔池,難以獲得穩(wěn)定的焊接過程,工藝參數(shù)區(qū)間窄。




12mm鈦合金焊縫(正面)
咨詢聯(lián)系:15538876654(同微信)



