





洛陽吉力電焊學(xué)校: 氬弧焊工藝:小直徑管子V形坡口水平轉(zhuǎn)動單面焊雙面成形
洛陽吉力電焊學(xué)校
焊前準(zhǔn)備:試件42mm×3mm管子兩根,長度100mm,材料為20鋼。設(shè)備:NSA4-300型焊機(jī)一臺;水冷式焊槍;焊接變位器一臺。焊接材料填充焊絲為ER50-4(TIG-J50),直徑為2.0mm;電極為鈰鎢極,直徑為2.5mm。為使電弧穩(wěn)定將其夾角磨成如下圖所示形狀。輔助工具:角向磨光機(jī)、鏨子、銼 刀、金鋼砂紙、鋼絲刷、焊縫量尺和通球。

按下圖加工試件坡口,清除管子坡口及其端部內(nèi)外表面20mm范圍內(nèi)的油、污、水、銹等,并打磨直至露出金屬光澤。用丙酮清洗焊件和焊絲表面。
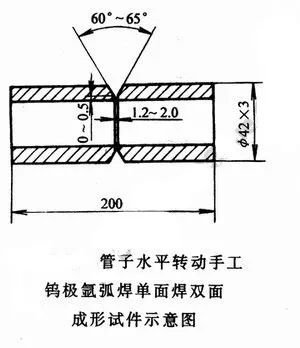
按上圖所示,根部間隙為1.2~2.0mm,對接邊緣誤差≤0.5mm。按下表的打底層焊接參數(shù)進(jìn)行定位焊接一點(diǎn),焊縫長度為10~15mm,定位焊應(yīng)保證焊透并無各種缺陷,并將定位焊縫兩端磨成斜坡。
焊接操作
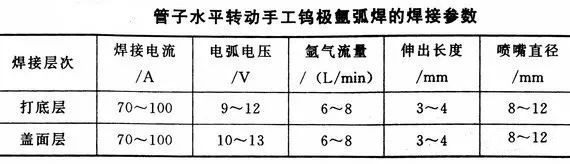
按上表打底層焊接參數(shù)調(diào)節(jié)好設(shè)備,將裝配好的試件裝夾在焊接變位器上,使定位焊縫處于6點(diǎn)鐘的位置(時(shí)鐘位置)。在12點(diǎn)鐘處引弧,管子不轉(zhuǎn)動也不填加焊絲,待管子坡口處開始熔化并形成熔池和熔孔后開始轉(zhuǎn)動管子,并填加焊絲。
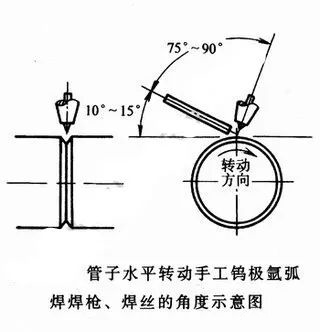
在焊接過程中,焊槍、焊絲與管子的角度如下圖所示,電弧始終保持在12點(diǎn)鐘位置,并對準(zhǔn)坡口間隙,可稍做橫向擺動。焊接過程中應(yīng)保證管子的轉(zhuǎn)速平穩(wěn)。
當(dāng)焊至定位焊縫處時(shí),應(yīng)松開焊槍上的按鈕開關(guān),停止送絲,借助焊機(jī)的焊接電流衰減裝置熄弧,但焊槍仍須對準(zhǔn)熔池進(jìn)行保護(hù),待其冷卻后才能移開焊槍。然后檢査接頭處弧坑質(zhì)量,若有缺陷時(shí),則須將缺陷磨掉,并使其前端成斜面,然后在斜面處引弧,管子暫時(shí)不轉(zhuǎn)動并先不加填充焊絲,待焊縫開始熔化并形成熔池后,開始送進(jìn)焊絲進(jìn)行接頭正常焊接。
當(dāng)焊完一圈,打底焊快結(jié)束時(shí),先停止送絲和管子轉(zhuǎn)動,待起弧處焊縫頭部開始熔化時(shí),再填加焊絲,填滿接頭處再熄弧,并將打底層清理干凈。
按表蓋面層焊接參數(shù)調(diào)節(jié)好設(shè)備,操作與焊打底層基本相同,焊槍擺動幅度略大,使熔池超過坡口棱邊0.5~1.5mm,以保證坡口兩側(cè)熔合良好。
焊后清理及檢驗(yàn):焊接結(jié)束后,關(guān)閉設(shè)備,用鋼絲刷清理焊縫表面;目測或用放大鏡觀察焊縫表面是否有氣孔、裂紋、咬邊等缺陷;用直徑為管子內(nèi)徑85%的鋼球進(jìn)行通球檢驗(yàn);用焊縫量尺測量焊縫外觀成形尺寸。
咨詢聯(lián)系:15538876654(同微信)



