電焊培訓學校
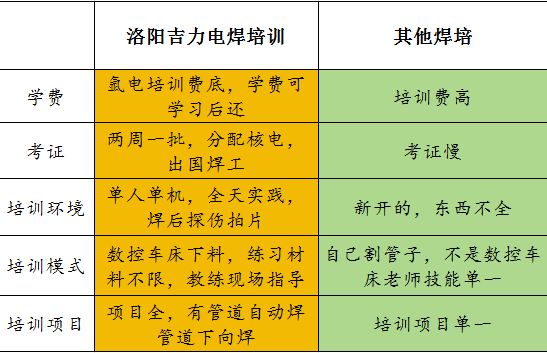
學電焊,電焊工培訓學校,電焊工證怎么選?來河南吉力電焊培訓學校費用低:管道氬電聯學習3800元一個月(別的學校都6/7千)技術高:學了高級管道下向,管道自動焊畢業分配別的學校做焊培老師(他們都沒見過)沒有錢:(先學習畢業后交學費)掙錢慢:免費國外安置月薪2萬起。考焊工證一周一次,出證快不耽誤事! 
焊縫的傾斜角度,在焊縫的水平方向做橫向左右微量見動運條。運條的速度和燃弧時間的控制,要便焊條對焊縫所輸入的熱量,把焊縫已被熔化擊穿的熔孔直徑擴展到要求的大小,然后焊條向焊接方向后側熄弧。焊條由此開始不斷的燃弧與熄弧和周而復始的進行焊接,最終直到焊縫焊接完成為止。焊縫根部焊接運條方法和接弧點位置。得條每改煙預后,他的再次鎮狐點位置得條再次國乳點位置圖中的序號是焊條車手模向菜動遠條方面根部焊接運條方法和接弧點位置(a)焊條再次接弧點位置,(b)根部焊接運條方法
焊條的燃弧時間與熄弧時間控制焊縫的根部焊接,焊條采用斷弧焊法進行焊接,焊條每次接弧后的燃弧時間和斷弧間隔的時間長短,在焊接時沒有準確的時間規定。控制焊條的燃弧時間,主要是起到控制焊條輸入的熱量能夠準確的熔化,擊穿焊縫根部,而達到焊工所要求形成的熔孔直徑,使焊縫背面成型和正面成型滿足規范要求。
同樣,焊條的熄弧時間控制,是根據焊縫焊接時,焊條每次接弧后,焊條在焊工人為的控制下,進行不規則的燃弧時間,來不斷地調整和平衡焊縫不規則的焊接熔池溫度與焊縫形成的熔孔直徑,使之達到焊縫根部焊接,形成的熔孔直徑能夠始終保持一致的效果進行焊接。焊條的熄弧間斷時間,正是在這種狀態下,即隨著焊條每次燃弧時,焊條輸人到焊縫中不相等的熱量,產生不相等的熔池溫度狀態下,隨時在改變焊條的熄弧間斷時間與焊條焊接時的燃弧時間,來相互配合,使之控制、調節、平衡,焊接熔池的溫度和焊縫形成的熔孔直徑,能夠始終按照焊工所要求的大小進行焊接。這就是焊條焊接時的熄弧時間控制。
其實,焊縫在焊接過程中,采用斷弧焊法進行焊接,焊條的每次熄弧間隔時間的控制,準確地說,是在焊條燃弧完成后,焊接熔池溫度,由液態金屬熔池轉變成固態金屬熔池的分界線時,焊條再次進行接弧焊接為最佳。焊條接弧間隔時間短,容易使焊縫形成的熔池溫度增高和焊縫形成的熔孔增大,焊條接弧間隔時間長,容易使焊縫形成的熔池溫度降低和焊縫形成的熔孔直徑縮小。同時還容易使焊縫產生氣孔與夾渣。